
Резюме
Огнестойкие (FR) полимеры используются в автомобилестроении, электронике, электротехнике и строительстве, но они создают проблемы обработки и риски, связанные с оснасткой, которых нет у стандартных марок. Огнестойкие добавки сужают технологические окна, повышают коррозионную активность стали, влияют на качество поверхности и усложняют потоки переработки. В этом руководстве подробно рассматривается система рейтингов UL94, объясняется, как каждый из основных огнестойких химикатов взаимодействует с оборудованием и инструментами для литья под давлением, а также приводятся практические спецификации по проектированию пресс-форм и выбору стали при работе с огнестойкими материалами.
1. Почему огнестойкость имеет значение при литье под давлением
Пластик горит. Большинство технических термопластов — АБС, ПП, ПА, ПК — по своей природе горючи, с предельным кислородным индексом (ППП) 17–28%. В приложениях, где существует риск возгорания (электрические корпуса, корпуса аккумуляторов электромобилей, бытовая электроника, салоны самолетов, строительные панели), немодифицированные полимеры не могут соответствовать нормам пожарной безопасности.
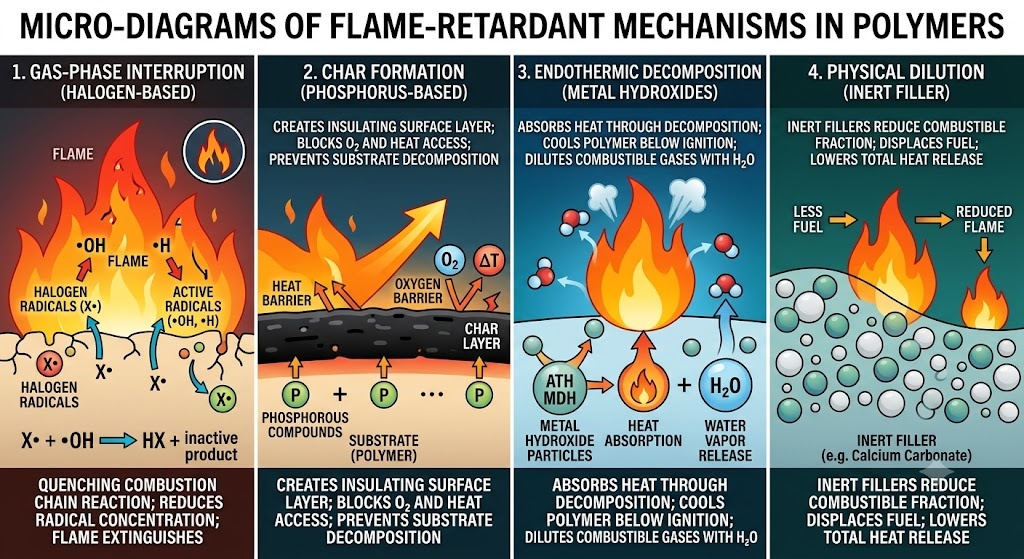
Огнезащитные средства решают эту проблему одним или несколькими механизмами:
- Прерывание газовой фазы — Радикалы FR тушат цепную реакцию горения в зоне пламени (галогенные системы)
- Формирование чар — Огнестойкий состав способствует образованию углеродистого поверхностного слоя, который изолирует подложку от пламени (вспучивающиеся системы на основе фосфора)
- Эндотермическое разложение — Огнестойкая добавка поглощает тепло за счет разложения, охлаждая основу ниже температуры воспламенения (гидроксиды металлов: ATH, MDH)
- Физическое разбавление — инертный наполнитель снижает горючую долю компаунда
Проблема для литьевых машин заключается в том, что эти механизмы активируются под действием тепла — того же стимула, который управляет процессом литья. Огнестойкие добавки, которые достаточно термически стабильны, чтобы выдержать ствол, но достаточно реактивны, чтобы действовать при пожаре, представляют собой узкое инженерное окно с прямыми последствиями для обработки и оснастки.
2. Рейтинговая система UL94: что на самом деле означают классификации
UL94 (Стандарт испытаний на воспламеняемость пластиковых материалов для деталей устройств и приборов) является основным глобальным эталоном классификации воспламеняемости пластиков. Понимание того, чего требует и не требует каждый рейтинг, необходимо для правильной спецификации.
2.1 Обзор метода испытаний
Испытания UL94 проводятся на формованных образцах, а не на сырье. Геометрия образца имеет значение: стандарт определяет категории толщины (обычно 0,8 мм, 1,6 мм, 3,2 мм), а номинальные значения зависят от толщины. Материал с рейтингом В-0 при толщине 3,2 мм может достигать только Фау-2 при толщине 0,8 мм.
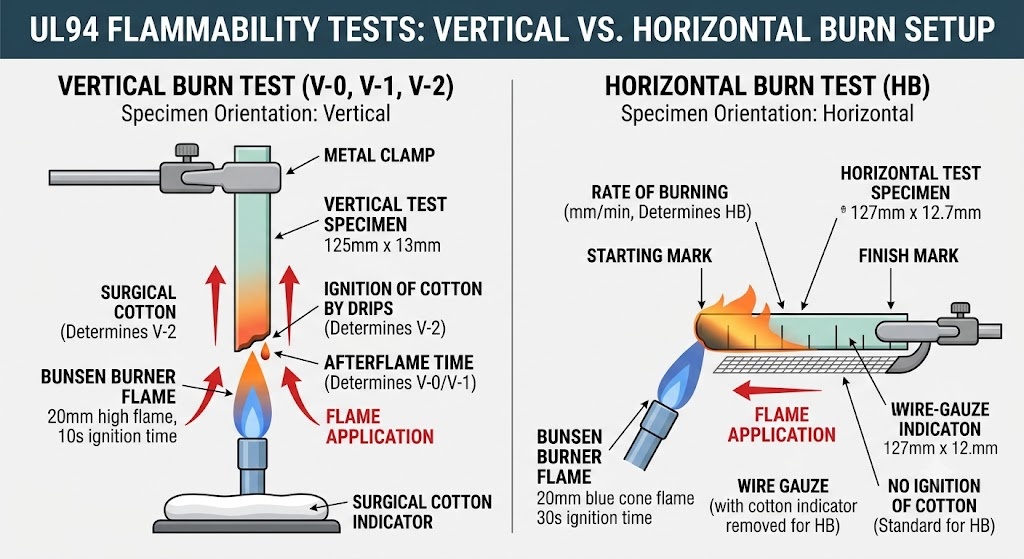
Две основные серии испытаний:
Испытания на вертикальное горение (В-0, В-1, В-2, 5ВА, 5ВБ): Образец размером 125 × 13 мм держат вертикально и подвергают воздействию определенного пламени в течение двух 10-секундных интервалов. Рейтинг определяется капанием, временем послепламенного пламени и возгоранием индикатора хлопка под образцом.
Испытание на горизонтальный ожог (полупансион): Образец размером 127 × 12,7 мм удерживают горизонтально. Это самая низкая классификация: большинство товарных полимеров без огнестойкой обработки достигают HB при достаточной толщине.
2.2 Критерии классификации
| Рейтинг | Afterflame ≤ (каждое приложение) | Общее послепламение ≤ (5 экземпляров) | Капание воспламеняет хлопок? | Послесвечение ≤ | Примечания |
|---|---|---|---|---|---|
| V-0 | 10 секунд | 50 секунд | Нет | 30 секунд | Самая строгая вертикаль |
| Фау-1 | 30 секунд | 250 секунд | Нет | 60 секунд | Вертикаль среднего уровня |
| V-2 | 30 секунд | 250 секунд | Да разрешено | 60 секунд | Капание разрешено |
| 5ВА | — | — | Нет | — | Нет burn-through on plaque; more stringent than V-0 |
| 5ВБ | — | — | Нет | — | Допускается прожог таблички; более строгий, чем Фау-1 |
| HB | Горит со скоростью ≤ 76 мм/мин (>3 мм) или гаснет. | — | Н/Д | — | Самый низкий; большинство товарных пластиков |
2.3 Рейтинги на практике: что на самом деле указывают регулирующие органы и OEM-производители
| Приложение | Минимальные требования UL94 | Примечания |
|---|---|---|
| Корпуса для бытовой электроники (IEC 62368-1) | В-1 или В-0 | Зависит от толщины стенки и внутреннего источника тепла. |
| Корпуса аккумуляторов электромобилей и корпуса BMS | V-0 при ≤1,6 мм | Часто усиливается требованиями OEM-производителей к тепловому разгону. |
| Автомобильные электрические разъемы (USCAR-2) | V-0 при ≤0,8 мм | Очень тонкая стенка — значительно сужает выбор материалов. |
| Корпуса бытовой техники (IEC 60335) | В-1 или В-0 | Зависит от категории |
| Промышленные электротехнические шкафы (IEC 61439) | В-0 или 5ВА | 5ВА все чаще применяется для больших шкафов |
| Компоненты салона самолета (FAR 25.853) | Нетt UL94 — uses OSU heat release and vertical bunsen tests | UL94 недостаточен для аэрокосмической отрасли. |
| Строительство и строительство (EN 13501) | Система еврокласса B–E, а не UL94 | Полностью другой стандарт испытаний |
Критическая точка: Рейтинги UL94 сообщаются поставщиками для конкретных цветов, толщин и сертификатов партий. Черный корпус из ПК/АБС, обеспечивающий V-0, не гарантирует V-0 в белом или натуральном цвете — взаимодействие огнестойких добавок с пигментными системами влияет на производительность, а в желтой карточке UL94 четко указаны утвержденные цвета.
3. Основные химические семейства FR и профили их обработки.
3.1 Галогенированные антипирены (бромированные/хлорированные)
Механизм: Галогенные радикалы прерывают цепную реакцию горения в газовой фазе. Высокая эффективность при низких уровнях нагрузки (5–15 частей в час), что позволяет использовать V-0 с минимальным воздействием на механические свойства.
Общие системы:
- Синергист триоксида сурьмы декабромдифенилэтан (DBDPE) — АБС, БЕДРА, PA
- Олигомеры тетрабромбисфенола А (TBBPA) — смеси ПК/АБС
- Хлорированные парафины — более дешевое сырье
Поведение обработки:
- Термически стабилен до 280–300°С в большинстве составов — совместим с температурами обработки ABS, ПА66, ПК.
- При температуре выше 300°C резко ускоряется образование газа HBr/HCl. Превышение температуры ствола приводит к выделению едких газов
- Продувка нейтральным носителем (ПЭВП или ПП) обязательна при останове — захваченный бромированный материал разлагается и воздействует на поверхности цилиндра и шнека.
- Коррозионное воздействие на стандартную инструментальную сталь: HBr и HCl генерируются при любой атаке отклонения процесса P20 и Н13. Не является серьезным при нормальных условиях, но накапливается при крупносерийном производстве.
Значение инструмента:
- Стандартная сталь с полостью P20, приемлемая для хорошо контролируемых процессов.
- Покрытие (твердый хром или химический никель), рекомендуемое для больших объемов или любого процесса, протекающего вблизи верхнего предела температуры.
- Протокол продувки должен быть задокументирован в технологических инструкциях — эпизоды горения, вызванные вспышкой, приводят к появлению локальных коррозионных ямок на воротах и вентиляционных отверстиях.
Нормативный статус: Список REACH SVHC включает несколько бромированных огнестойких соединений. Директива RoHS ограничивает использование ПБД и ПБДЭ. ДБДПЭ в настоящее время не имеет ограничений в ЕС и США, но подлежит постоянному пересмотру. Указывайте только марки, соответствующие требованиям REACH/RoHS — ежегодно проверяйте декларацию поставщика.
3.2 Антипирены на основе фосфора (без галогенов)
Механизм: Способствует образованию слоя угля на поверхности полимера, физически блокируя доступ кислорода и изолируя подложку. Некоторые фосфорные системы также обладают газофазной активностью.
Общие системы:
- Резорцин бис(дифенилфосфат) (РДП) — смеси ПК/АБС (основная система для безгалогенного ПК/АБС V-0)
- Диэтилфосфинат алюминия (AlPi, серия Clariant Exolit® OP) — PA6, ПА66, ПБТ
- Меламин полифосфат (МПФ) — ПА6, ПА66
- Красный фосфор — ПА, ПБТ (сейчас используется редко из-за опасностей при обращении)
Поведение обработки:
- RDP в ПК/АБС: снижает вязкость расплава (действует как пластификатор при температуре обработки) → увеличивает риск вспышки , уменьшает запас силы зажима
- AlPi в марках PA: термически стабилен до 320°C, минимальное влияние вязкости — наиболее технологичная огнестойкая система, доступная в настоящее время.
- МПП в ПА: умеренная стабильность; выше 290°C, образование паров аммиака и меламина вызывает вздутие поверхности и серебряные полосы — поддерживать температуру плавления на нижнем конце диапазона PA.
- Все системы с фосфором: поглощение влаги при хранении ухудшает производительность и вызывает появление вздутий/серебряных полос — характеристики сушки более жесткие, чем у ненаполненных марок
Требования к сушке (марки фосфора FR):
| Базовый полимер | Стандартная сушка | Сушка класса FR | Дополнительные примечания |
|---|---|---|---|
| PA6 | 80°C/4 часа | 85°C / 6–8 часов | Марки MPP особенно чувствительны к влаге |
| PA66 | 85°C/4 часа | 90°C / 6–8 часов | Оценки AlPi более снисходительны |
| PBT | 120°С/4 часа | 130°C / 5–6 часов | FR PBT очень чувствителен к влаге |
| ПК/АБС | 90°C / 3–4 часа | 95°C / 4–6 часов | RDP мигрирует в хранилище — используйте сразу после открытия |
Значение инструмента:
- Миграция RDP: в ПК/АБС с RDP сложный эфир фосфорной кислоты может со временем мигрировать на поверхность детали и в полость формы. Это вызывает:
- Накопление отложений в плесени на поверхностях полостей (белый или желтый налет), требующих очистки каждые 50 000–150 000 выстрелов в зависимости от условий эксплуатации
- Уменьшение блеска поверхности со стороны детали, если плесень не очищена — критично для поверхностей класса А
- Нержавеющая сталь (S136) или твердохромированное покрытие P20 уменьшает прилипание отложений и упрощает очистку.
- Сплавы AlPi из PA представляют собой наиболее удобную для использования огнестойкую систему — минимальное отложение, минимальная коррозия.
3.3 Антипирены на основе азота (меламиновые системы)
Механизм: В первую очередь разбавление газовой фазы за счет выделения азота; некоторое усиление обугливания в сочетании с фосфором (вспучивающиеся системы).
Общие системы:
- Цианурат меламина (MC) — ПА6, ПА66 (V-2 достижим, V-0 затруднен без синергиста)
- Меламин полифосфат (МПФ) — ПА6, ПА66 (V-0 achievable in combination)
- Вспучивающиеся системы (APP пентаэритрит-меламин) — ПП, ПЭ (в первую очередь для безгалогенных кабелей и пленок)
Поведение обработки:
- MC в PA: разлагается при 320°C с выделением изоциановой кислоты и паров меламина — жесткий верхний предел температуры плавления 290°C для соединений PA66/MC.
- Сублимация меламина на поверхности полости формы образует белые порошкообразные отложения — требует частой очистки полости.
- Вспучивающиеся системы ПП: очень чувствительны к сдвигу; высокие скорости впрыска вызывают расслоение компонентов огнестойкого каучука и появление полос
Значение инструмента:
- Отложения сублимата меламина представляют собой наиболее агрессивную проблему обрастания плесени в категории огнестойких материалов.
- Полости с хромированным или PVD-покрытием значительно снижают прилипание отложений — интервал технического обслуживания в 2–3 раза дольше, чем без покрытия
- Засорение вентиляционных отверстий отложениями представляет собой значительный риск — вентиляционные отверстия должны быть спроектированы так, чтобы они были доступны, и очищать их по определенному графику (обычно каждые 30 000–80 000 выстрелов).

3.4 Антипирены на основе гидроксидов металлов (ATH, MDH)
Механизм: Эндотермическое разложение выделяет водяной пар, охлаждая субстрат и разбавляя горючие газы. Никакого галогена, никакого фосфора и азота — самая чистая химия с точки зрения побочных продуктов переработки.
Общие системы:
- Тригидрат алюминия (АТГ) — разлагается при 180–200°С; ограничивает использование полимеров, перерабатываемых при температуре ниже 200°C (ЭВА, ПЭНП, ПВХ).
- Дигидроксид магния (МДГ, брусит) — разлагается при 300–320°С; расширяет применимость до PP, PA6
Поведение обработки:
- Для достижения V-0 требуется очень высокая загрузка (40–65% по массе) — резко увеличивается плотность компаунда и ухудшаются механические свойства.
- Высокая загрузка наполнителя значительно увеличивает вязкость расплава — требуется более высокое давление впрыска, более длительное время заполнения.
- Абразив для винтов, бочек и полостей пресс-форм — степень износа высокая , аналогичен стеклонаполненным сортам
- Соединения MDH/ATH имеют очень низкую эффективность улучшения LOI на единицу загрузки по сравнению с системами галоген/фосфор — редко используются там, где требуется V-0 с тонкими стенками.
Значение инструмента:
- С точки зрения износа рассматривать как эквивалент GF30–GF40.
- Закаленные вставки ворот (≥52 HRC) обязательны.
- Конструкция литника и литника должна минимизировать сдвиг (диаметр большего, чем у эквивалента без наполнения), чтобы предотвратить агломерацию наполнителя и эрозию шибера.
- Сталь для полостей: Н13 или эквивалентная закаленная инструментальная сталь — P20 не подходит для крупносерийного производства ATH/MDH.
4. Регулировка параметров обработки для марок FR
Таблица: Корректировки технологического окна по сравнению с базовым полимером
| Параметр | Направление | Величина | Обоснование |
|---|---|---|---|
| Температура плавления | Нижний | на 5–20°C ниже нормы | Предотвратить термическое разложение FR |
| Время пребывания в стволе | Свернуть | Дизайн для <5 минут максимум | Деградация зависит от времени × температуры. |
| Скорость впрыска | Уменьшить | 10–20% | Уменьшить разложение, вызванное сдвигом; снизить риск вспышки (RDP) |
| Противодавление | Уменьшить | на 10–20 % ниже нормы | Уменьшить выделение тепла при сдвиге |
| Скорость винта | Уменьшить | 10–15 % об/мин | То же обоснование |
| Протокол очистки | Обязательный | За выключение каждый раз | Предотвращение коррозионной деградации между запусками |
| Сушка | Увеличьте температуру и время | См. таблицу в разделе 3.2. | FR-классы более чувствительны к влаге |
| Температура формы | Нижний end of range | Где это возможно | Уменьшение образования отложений (меламиновые системы) |
| Температура горячего бегуна | Минимально жизнеспособный | Настолько низко, насколько позволяет заполнение | Наиболее критическая зона деградации огнестойкости |
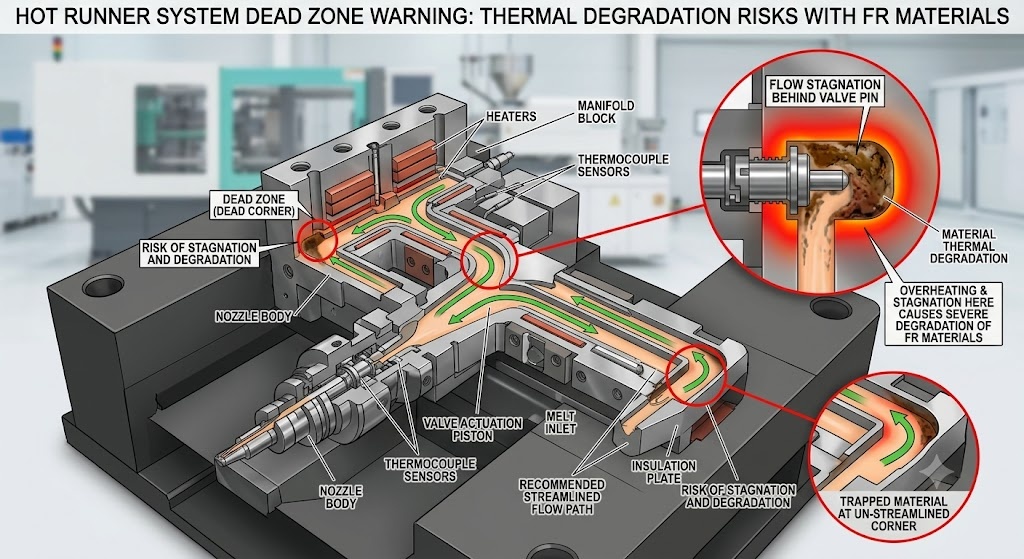
Рекомендации по горячему бегуну
Горячие каналы являются зоной наибольшего риска деградации огнестойких материалов. Коллектор и наконечники сопел постоянно поддерживают температуру расплава — а в мертвых зонах (за стержнями клапанов, в плохо спроектированных изгибах коллектора) время пребывания может составлять 30–60 минут. Этого достаточно, чтобы ухудшить работу большинства систем FR.
Обязательные требования к конструкции горячеканальных каналов для огнестойких марок:
- Полностью обтекаемая геометрия коллектора (без мертвых углов) — уточняйте у поставщика горячеканальных каналов.
- Минимальный объем коллектора соответствует требованиям к заполнению — коллекторы большего размера увеличивают время пребывания
- Независимый контроль температуры каждой зоны для каждой форсунки — позволяет точно регулировать минимальную температуру.
- Клапанный затвор предпочтительнее открытого затвора — обеспечивает принудительное перекрытие во время остановок производства.
- Падение температуры при остановке: немедленно снижайте до 150–170°C при любой производственной паузе >5 минут.
5. Выбор стали и обработки поверхности пресс-формы
Таблица: Рекомендуемая сталь для пресс-форм по FR Chemistry
| Система ФР | Базовый полимер | Полость Сталь | Основная сталь | Ворота Вставки | Обработка поверхности | Примечания |
|---|---|---|---|---|---|---|
| Бромированный (ДБДПЭ) | ABS, HIPS | P20 или S136 | P20 | Н13 закаленный | Твердое хромирование или EN-покрытие | Покрытие критично для больших объемов |
| РДП (фосфатный эфир) | ПК/АБС | S136 предпочтительнее | P20 | S136 | PVD или EN покрытие | Адгезия отложений самая низкая у S136 |
| AlPi (фосфинат алюминия) | ПА, ПБТ | P20 или H13 | P20 | H13 | Дополнительный хром | Самая удобная для инструментов система FR |
| Меламин (MC, MPP) | PA6, PA66 | P20 хром или S136 | P20 | H13 | Твердый хром обязателен | Сублиматные отложения сильные, без покрытия |
| АТН/МДГ (гидроксид металла) | ПП, ПА, ЭВА | Н13 закаленный | H13 | H13 или карбид | Хром или ПВД | Обрабатывать как абразивный наполнитель. |
| Неотъемлемый (ППС, ПЭЭК) | PPS, PEEK | С136 или 420СС | S136 | S136 | Необязательно | Коррозионный при температуре плавления; риск коррозии базовой стали |
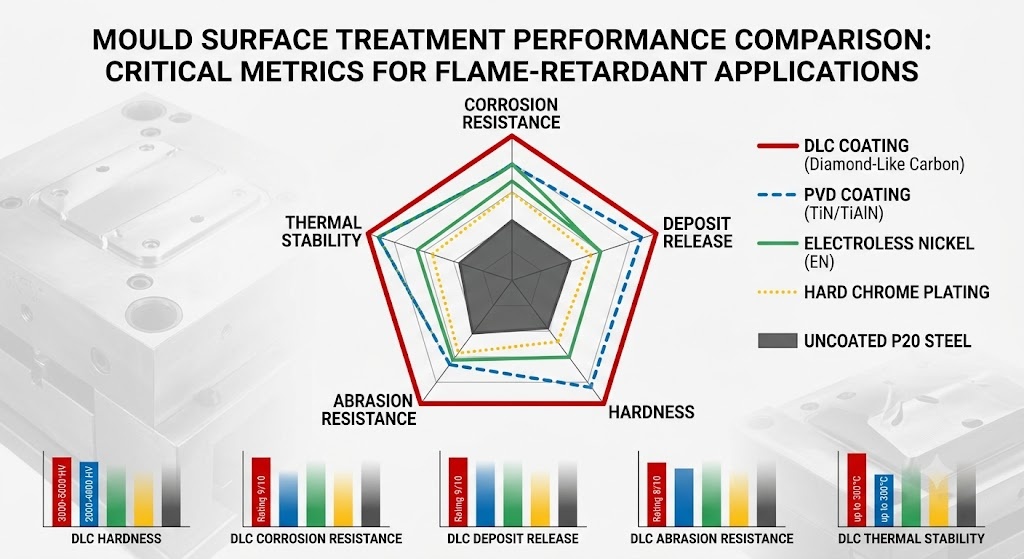
Сравнение эффективности обработки поверхности для огнестойких применений
| Лечение | Коррозионная стойкость | Выпуск депозита | Твердость (ВН) | Макс. температура | Стоимость премии |
|---|---|---|---|---|---|
| Твердое хромирование | Хорошо | Умеренный | 900–1100 | 400°С | 15–25% |
| Химический никель (EN) | Отлично | Хорошо | 500–700 | 260°С | 10–20% |
| ПВД (TiN, TiAlN) | Хорошо | Хорошо–Excellent | 2000–3300 | 400–600°С | 20–35% |
| DLC (алмазоподобный углерод) | Отлично | Отлично | 3000–5000 | 300°C | 30–50% |
| Без покрытия P20 | Бедный | Бедный | 300–350 | — | Базовый уровень |
Покрытие DLC обеспечивает наилучшие характеристики удаления отложений для огнестойких марок с меламиновой системой, что особенно ценно при крупносерийном производстве корпусов из ПК/АБС и ПА, где время простоя при очистке полости является значительным.
6. Конструкция вентиляционного отверстия для огнестойких марок
Огнезащитные составы выделяют больше газов, чем ненаполненные сорта — побочные продукты разложения, влага из гидроксидов металлов и летучие присадки — все они создают газ, который необходимо откачать из полости. Недостаточная вентиляция приводит к:
- Горение с дизельным эффектом в местах последней заливки — отложения угля, которые часто ошибочно принимают за помутнение ворот или деградацию материала.
- Короткие кадры от противодавления газа в толстых сечениях
- Образование пузырей на поверхности от захваченной влаги или летучих огнестойких компонентов
Рекомендации по глубине вентиляционного отверстия для огнестойких марок
| Материал / Система огнестойкости | Глубина вентиляционного отверстия (земля, мм) | Ширина вентиляционного отверстия (мм) | Глубина сброса вентиляционного отверстия (мм) | Интервал очистки |
|---|---|---|---|---|
| АБС/бромированный FR | 0,012–0,018 | 5–8 | 0.5 | Каждые 100 000 выстрелов |
| ПК/АБС / RDP | 0,010–0,015 | 5–8 | 0.5 | Каждые 80 000 выстрелов |
| PA66/АлПи | 0,010–0,015 | 4–6 | 0.3 | Каждые 120 000 выстрелов |
| PA6 / меламин | 0,008–0,012 | 4–6 | 0.3 | Каждые 30 000–50 000 выстрелов |
| ПП/АТН вспучивающийся | 0,015–0,020 | 6–10 | 0.5 | Каждые 80 000 выстрелов |
| PPS (собственный FR) | 0,005–0,008 | 3–5 | 0.2 | Каждые 150 000 выстрелов |
Огнестойкие соединения на основе меламина наиболее агрессивно засоряют вентиляционные отверстия. В производственной форме, работающей под управлением PA6/MC, которая не очищается по графику, вентиляционные отверстия будут заблокированы в течение 50 000 выстрелов, что приведет к возгоранию, коротким выстрелам и браковке детали.
Рекомендация по дизайну: Для марок огнестойких материалов с высокой тенденцией к выделению газов (меламин, вспучивающиеся системы) по возможности проектируйте вентиляционные отверстия в виде сменных вставок. Это позволяет выполнять очистку вентиляционных отверстий в автономном режиме, в то время как пресс-форма продолжает работать с чистым запасным комплектом.
7. Вопросы качества и соответствия
7.1 Проверка желтой карточки UL94
Рейтинг UL94, указанный в паспорте материала, является маркетинговым заявлением поставщика. Авторитетным источником является База данных UL Product iQ (ранее Yellow Card) . Прежде чем выбирать огнестойкий материал для применения, регулируемого UL94, проверьте:
- Точный класс и лот соответствуют текущему листингу желтой карточки.
- Рейтинг применяется к толщине стенок вашей детали — многие материалы теряют один рейтинговый класс при более тонких стенках.
- Цвет указан — пигментные системы влияют на огнестойкие характеристики.
- Срок действия сертификата действителен — UL проводит периодические повторные испытания, и рейтинги могут быть отозваны.
7.2 Влияние цвета на характеристики FR
Пигментные системы взаимодействуют с огнестойкими добавками таким образом, что производительность может снизиться на один полный класс UL94. Углеродная сажа (используемая в саже) обычно улучшает характеристики огнестойкости — она способствует образованию угля. Белые пигменты (TiO₂) нейтральны или умеренно негативны. Органические пигменты (особенно желтые и красные азопигменты) могут мешать фосфорным FR-системам.
Правило: Всегда оценивайте характеристики огнестойкости по заводскому цвету, а не только по справочным данным о натуральном или черном цвете. Если заказчику требуется V-0 в нескольких цветах, получите подтверждение желтой карты UL для каждого цвета отдельно.
7.3 Характеристики линии сварки и линии переплетения FR
Область линии сварки огнестойкой детали, отлитой под давлением, обычно демонстрирует меньшую огнестойкость по сравнению с основной частью. В зоне сварного шва стекловолокна располагаются параллельно фронту потока, и распределение огнестойкой добавки может быть неравномерным. Испытания должны включать образцы, вырезанные из участков линии сварки для применений с критическими требованиями пожарной безопасности.
7.4 Измельчение и переработка
Противопожарные добавки, особенно галогенированные системы, усложняют возможность вторичной переработки по окончании срока службы. Внутритехнологическое перешлифование (литников, желобов, бракованных деталей) бромированных огнестойких соединений требует:
- Максимальная степень измельчения: 10–15 % по массе — более высокие значения снижают производительность FR и увеличивают газообразование.
- Нельзя смешивать переизмельченные химические группы огнестойких материалов — бромированные переизмельчения, загрязняющие безгалогенные соединения, создают неопределенность в соответствии требованиям.
- Документируйте коэффициент переточки в записях процесса для обеспечения прослеживаемости.
8. Устранение неполадок: распространенные дефекты уровня FR и их основные причины
| Дефект | Вероятная причина, связанная с FR | Корректирующие действия |
|---|---|---|
| Серебряные полосы/рассеяние | Влага в огнестойком соединении; летучее разложение FR | Увеличьте время/температуру сушки; снизить температуру плавления; проверить склад материала |
| Желто-коричневое изменение цвета на воротах | Термическое разложение FR в сопле горячего литника | Уменьшите температуру сопла; минимизировать время пребывания; очищайте чаще |
| Белые отложения на поверхности полости | Сублимация меламина (системы MC/MPP) или миграция RDP | Очистите полость соответствующим растворителем; увеличить частоту уборки; рассмотреть возможность покрытия DLC |
| Сжигание в месте последнего заполнения | Недостаточная вентиляция; выход газа от разложения FR | Добавьте или углубите вентиляционные отверстия в месте ожога; уменьшить скорость впрыска |
| Вспышка (новое начало) | RDP действует как пластификатор, снижающий вязкость. | Снизить температуру плавления; проверьте материал MFI по сравнению с предыдущей партией; уменьшить скорость впрыска |
| Уменьшенный блеск | Отложения плесени в результате миграции FR | Очистить полость; нанести PVD или DLC покрытие |
| Короткие кадры (previously stable tool) | Заблокированные вентиляционные отверстия из-за отложений FR | Немедленно очистите вентиляционные отверстия; проводить плановое техническое обслуживание вентиляции |
| Расслоение / разделение слоев | Несовместимое загрязнение перемола; влага | Устранить загрязнение переизмельчения; проверить высыхание; проверить сертификацию партии |
| Неудачное испытание UL94 на производственных деталях | Смена цвета без переквалификации; перешлифовка с повышенным коэффициентом; стенка тоньше сертифицированной | Переквалифицировать цвет; уменьшить переизмельчение; проверка толщины стенки на тонких срезах |
9. Заключение
Огнестойкие марки для литья под давлением представляют собой уникальное сочетание чувствительности процесса, агрессивности инструментов и сложности соответствия требованиям, чего нет у стандартных инженерных термопластов. Последствия неправильного обращения с огнестойкими материалами выходят за рамки качества деталей: деградированные огнестойкие соединения могут разъедать винты и цилиндры, блокировать вентиляционные отверстия, откладываться в полостях и, в худшем случае, выделять токсичный газ в технологической среде.
Путь к надежному производству огнестойких марок является систематическим: выберите правильный огнестойкий состав в соответствии с температурой применения и нормативными требованиями, определите форму стали и обработку поверхности, соответствующие этому химическому составу, внедрите более строгий контроль за сушкой и процессом, а также установите графики профилактического технического обслуживания, учитывающие ускоренное загрязнение и характеристики износа огнестойких составов. Учет этих факторов на этапе проектирования обходится в несколько раз дешевле, чем их исправление на производстве.
Похожие статьи:
- Литье корпуса аккумуляторной батареи электромобиля: PA66 GF50 против PPS GF40 — инженерные компромиссы
- 8 лучших материалов для литья под давлением на 2026 год
- Руководство по выбору высокоточной стали для литья под давлением
- Вспышка пресс-формы при литье под давлением: причины, профилактика и устранение
- Достижение оптимального качества поверхности при литье пластмасс под давлением
Пресс-форма IMTEC | Nr.818 Jinyuan Road, Иньчжоу, Нинбо, 315100, Чжэцзян, Китай | [email protected] | 86 153 5648 7586

