
В современном промышленном литье под давлением, особенно в требовательных североамериканских цепочках поставок автомобильного, аэрокосмического и медицинского оборудования, стремление к облегчению конструкций и интеграции компонентов привело к беспрецедентному использованию тонкостенных профилей и сложных, армированных волокном полимерных матриц. Хотя эти достижения обеспечивают существенную эффективность использования материалов и массы, они значительно усугубляют риск локализованных механических повреждений и косметических дефектов, связанных с линиями стыковки и сварными швами. Эти структурные границы представляют собой не просто поверхностные дефекты, а глубокие разрывы внутри формованной матрицы, где полимерные цепи не могут адекватно взаимную диффузию. Чтобы защитить ограниченную прибыль OEM-производителей и поддерживать строгие стандарты механической безопасности, производители больше не могут рассматривать восстановление трикотажных линий как серию корректировок на печатной машине методом проб и ошибок. Вместо этого инженерные группы должны внедрить методологию, основанную на данных, которая плавно связывает количественный контроль цеха с расширенным прогнозным моделированием и оптимизированным расположением инструментов.
Обнаружение и проверка линий вязания: переход от визуальных показателей к количественным
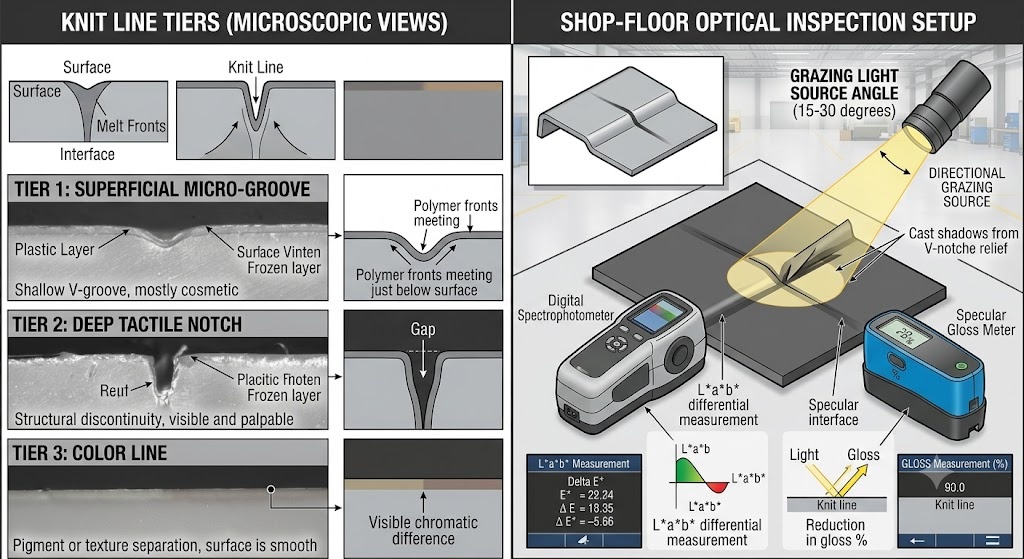
Чтобы создать надежную систему контроля качества, операции формования должны исключить субъективные визуальные оценки и заменить их точными, поддающимися количественному измерению показателями. На производстве традиционный визуальный осмотр часто классифицирует проблемы трикотажных линий с помощью расплывчатых качественных дескрипторов. Настоящее управление процессом требует преобразования этих качественных наблюдений в цифровые, повторяемые переменные. Морфологию поверхности необходимо разделить на отдельные физические уровни: поверхностные микробороздки, глубокие тактильные насечки и дифференциальные локализованные изменения цвета. Используя специализированные методы визуализации, такие как низкоугольное освещение и высококонтрастные проекционные изображения, инженеры по качеству могут отображать отклонения поверхности. Для косметических компонентов необходимо использовать спектрофотометры для регистрации хроматических сдвигов на границе раздела с использованием стандартизированного цветового пространства CIELAB, устанавливая верхний пороговый предел, например, Delta E_ab, не превышающий 0,5. Одновременно с этим необходимы контактные блескомеры для количественной оценки локального снижения зеркального блеска, обеспечивая соответствие области сварного шва номинальной текстуре в пределах заданного значения допуска.
Для несущих или критически важных инженерных компонентов неразрушающие измерения поверхности составляют лишь половину протокола проверки. Механическая целостность должна быть подтверждена с помощью строгих стандартизированных режимов разрушающих испытаний. Инженерные протоколы должны требовать, чтобы стержни для испытаний на растяжение (в соответствии с ASTM D638 или ISO 527) извлекались непосредственно из производственных компонентов, при этом линия вязания точно локализовалась в центре расчетной длины. Механические характеристики этих образцов затем сравниваются с идентичными базовыми образцами, отлитыми без интерфейса, для расчета коэффициента сохранения прочности линии сварного шва (WRF), который выражается следующим текстовым уравнением:
В то время как эстетичный потребительский корпус может выдержать значительное снижение прочности при условии, что разница в цвете незначительна, критические автомобильные компоненты подкапотного пространства или коллекторы для медицинских жидкостей часто устанавливают строгие пороговые значения качества, отбраковывая любую партию, уровень удержания которой падает ниже 90 или 95 процентов. Если линия сварного шва опускается ниже этих заранее определенных пороговых значений, инженеры по качеству должны немедленно выполнить четырехэтапный контрольный список производственного контроля:
- Проверьте фактическую температуру расплава и полости формы с помощью калиброванных термодатчиков.
- Задокументируйте тактильный профиль глубины с помощью профилометра поверхности.
- Сопоставьте вес локализованной детали с номинальными пределами для проверки недостаточной упаковки.
- Если неисправность не устранена, извлеките образцы для металлографического поперечного сечения или сканирующей электронной микроскопии (СЭМ), чтобы проверить наличие захваченных микроскопических летучих веществ или локализованного смещения волокон вдоль поверхности излома.
Коренные причины и прогнозное моделирование: соединение физики с практическими открытиями
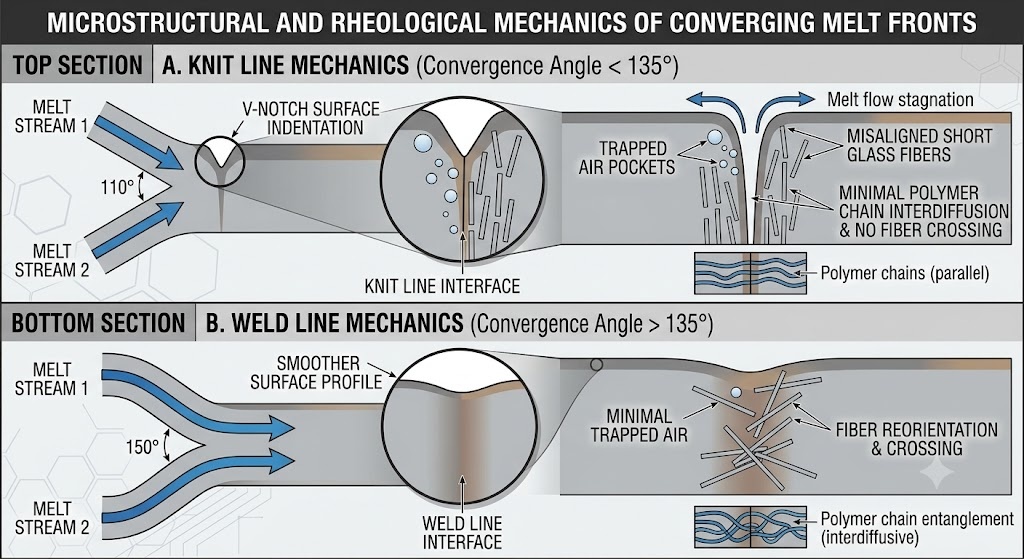
Линия сшивки образуется, когда два или более отдельных фронта расплава полимера встречаются в полости формы лицом друг к другу под углом схождения менее 135 градусов. Когда угол схождения превышает этот порог, граница технически классифицируется как линия сварки, что позволяет параллельным потокам сливаться более естественно. Основная физика, определяющая прочность и видимость этого интерфейса, полностью зависит от термодинамического состояния материала во время конвергенции. По мере продвижения расплава по полости контакт с более холодной сталью формы создает замороженный пограничный слой, который постоянно сужает активный канал потока. Если локальная температура расплава падает вблизи точки перехода материала или если локализованное давление впрыска падает из-за длинных путей потока, молекулярным цепям не хватает необходимой тепловой энергии и силы упаковки для пересечения границы раздела и взаимной диффузии. Более того, разделенные пути потока по своей сути вынуждают анизотропные армирующие элементы, такие как короткие стекловолокна, вращаться параллельно границе соприкосновения, полностью исключая любые механические перемычки через соединение.
Вместо того, чтобы решать эти физические явления путем дорогостоящих модификаций методом проб и ошибок после резки инструментальной стали, на этапе проектирования продукта следует использовать передовые инструменты CAE для конечных элементов (такие как Autodesk Moldflow, Moldex3D или Sigmasoft 3D). Инженеры должны выйти за рамки простых двоичных визуальных графиков и оценить количественные аналитические критерии. Ключевые результаты моделирования включают отслеживание точек застоя вектора скорости, выявление локализованных перепадов температуры на стыке и извлечение числового индекса интенсивности линии сварного шва (VHI). Высоконадежный метод оценки структурной целостности включает в себя отображение прогнозируемых тензоров ориентации волокон непосредственно из моделирования впрыска в последующие структурные пакеты FEA, что позволяет проектировщикам моделировать локализованные концентрации напряжений при реальных механических нагрузках. Чтобы обеспечить точный прогноз, имитационные модели должны использовать высокоточные 3D-сетки, состоящие как минимум из 10–12 слоев на тонкостенных секциях, в сочетании с проверенными данными о характеристиках материала и точными параметрами реакции машины.
Чтобы превратить эту виртуальную диагностику CAE в практические решения для цеха, инженерные группы должны следовать стандартизированному дереву решений по диагностике. Когда моделирование указывает на неприемлемый риск сращивания линий, инженер должен систематически оценивать и изолировать переменные, а не корректировать параметры случайным образом. Сначала проверьте, можно ли переместить соединение в некритическую область, сместив расположение ворот. Если геометрические ограничения делают перемещение литника невозможным, следующим шагом будет оценка локализованного управления температурным режимом и оценка того, может ли регулирование температуры пресс-формы улучшить молекулярное соединение. Наконец, если термическая регулировка недостаточна, необходимо изменить толщину механической стенки, чтобы снизить местное сопротивление потоку и увеличить давление уплотнения. Этот структурированный метод гарантирует, что модификации инструментов и процессов основаны на надежных инженерных принципах, что значительно сокращает циклы разработки и предотвращает дорогостоящие заказы на инженерные изменения (ECO) на поздних стадиях цикла запуска.
Стратегии проектирования пресс-форм и расположения литников: контроль путей потока и тепловых схем
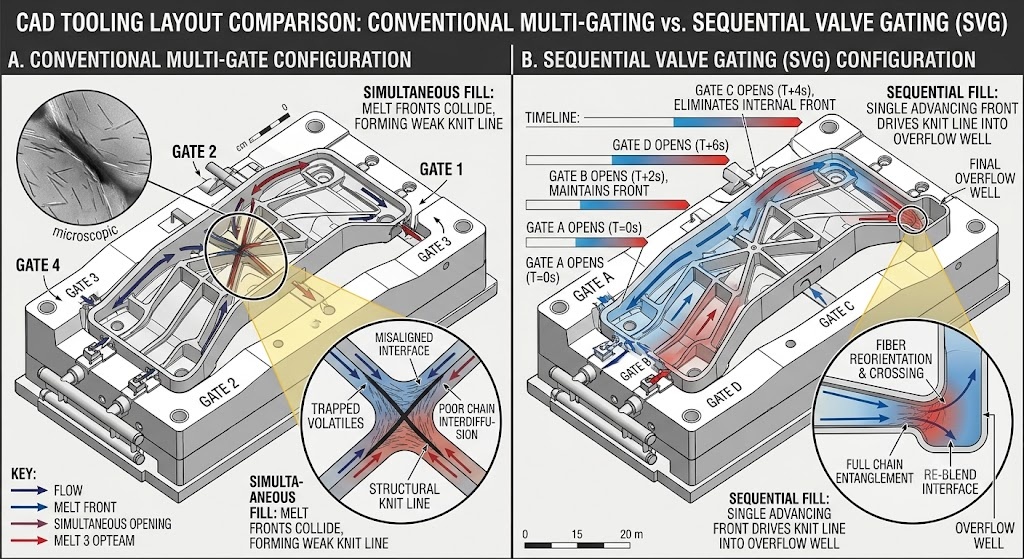
Основным методом устранения или перемещения линий вязания является стратегическое размещение литниковой системы инструмента. Выбор геометрии затвора — будь то использование точных прямых задвижек, краевых или веерных затворов — определяет начальную схему заполнения и напрямую контролирует, как фронты потока разделяются и рекомбинируются вокруг штифтов сердечника или внутренних вырезов. При проектировании сложных деталей инженеры должны установить точные правила относительно расстояния потока и максимально допустимого соотношения длины потока к толщине стенки. Например, в тонкостенной бытовой электронике часто используется стратегия последовательного вентильного вентиля (SVG). Используя гидравлические или пневматические штифты с электронным управлением для открытия створок клапанов в точной, рассчитанной по времени последовательности, инженеры могут полностью исключить образование внутренних линий сшивки, заставляя единый непрерывный фронт расплава проходить через полость, смещая линии сварки в периферийные области вспышки или неструктурные края.
Помимо размещения литников, решающее значение для оптимизации качества вязальной линии имеет управление тепловыми характеристиками внутри пресс-формы. Традиционные линии охлаждения с прямыми отверстиями часто оставляют глубокие внутренние секции и сложные углы, изолированные от эффективного теплового охлаждения, что приводит к появлению локальных горячих точек или резким температурным градиентам, которые ослабляют интерфейс трикотажных линий. Замена обычных линий на усовершенствованные конформные каналы охлаждения, изготовленные методом прямого лазерного спекания металла (DMLS), позволяет линиям охлаждения точно повторять контуры полости детали. Это обеспечивает высокоравномерное рассеивание тепла и позволяет осуществлять точное локализованное формование с быстрым тепловым циклом (RHCM). Используя пар или высокотемпературную воду под давлением для быстрого нагрева локальной области линии вязания во время заполнения, а затем переключаясь на холодную воду для быстрого затвердевания, производители могут поддерживать температуру поверхности полости выше температуры стеклования смолы или точки плавления кристаллов во время формирования линии вязания. Это полностью исключает зазубрины на поверхности и максимизирует перепутывание полимерных цепей.
| Инструментальная стратегия | Типичная премия за стоимость оснастки | Влияние времени цикла | Улучшение прочности трикотажной линии | Лучшее применение |
| Традиционное машинное охлаждение | Базовый уровень (0 долларов) | Базовый уровень (от 25 до 45 секунд) | Минимальное (улучшение от 0 до 10 процентов) | Толстостенные конструкционные блоки малой сложности. |
| Конформная охлаждающая вставка (DMLS) | от 15 процентов до 30 процентов | Снижение от 15 до 30 процентов | Увеличение от 15 до 30 процентов | Сложная автомобильная отделка, многополостные медицинские детали. |
| Последовательный клапан шиберного типа (SVG) | от 25 процентов до 40 процентов | Нейтральный | Полностью устраняет дефект | Крупные кузовные панели, приборные панели, длинные крышки. |
| Формование с быстрым тепловым циклом (RHCM) | 40 процентов на 60 процентов | Увеличение от 10 до 25 процентов | Увеличение от 40 до 70 процентов | Глянцевые потребительские дисплеи, корпуса медицинской оптики. |
Прежде чем внедрять эти усовершенствованные модификации инструментов, инженерные группы должны провести тщательный предварительный анализ рентабельности инвестиций (ROI) и оценку рисков. Хотя добавление конформной вставки DMLS или коллектора SVG может увеличить первоначальные капитальные затраты на оснастку на десятки тысяч долларов, эти затраты должны быть тщательно сбалансированы с долгосрочными эксплуатационными показателями. Для крупносерийного автомобильного производства, продолжающегося несколько лет, 20-процентное сокращение времени цикла в сочетании со значительным снижением процента брака легко оправдывает первоначальную премию за инструмент. И наоборот, для медицинских компонентов меньшего объема изменение толщины стенок детали или включение локализованных переливных колодцев, которые собирают холодные пробки в конце фронта потока и могут быть аккуратно обработаны после формования, представляет собой более экономичную альтернативу, которая обеспечивает требуемые механические характеристики без превышения капитального бюджета проекта.
Компромиссы в области обработки, материалов и производства: оптимизация матриц параметров
Когда модификация оснастки ограничена бюджетом или сроками, инженеры должны полагаться на систематическую оптимизацию процессов и тщательный выбор материалов для управления производительностью трикотажной линии. Молекулярная структура исходного полимера определяет его реологическое поведение во время сближения фронта расплава. Ненаполненные товарные смолы, такие как полипропилен (ПП) или аморфный акрилонитрил-бутадиен-стирол (АБС), легко текут и легко связываются при более низких относительных энергиях. Однако высокотемпературные конструкционные пластики, такие как поликарбонат (ПК), полиамид 6/66 (PA6/PA66) и полифениленоксид (PPO), особенно когда они наполнены от 30 до 50 процентов стекловолокном или минеральными модификаторами, представляют собой серьезные реологические проблемы. Для этих усовершенствованных соединений корректировка параметров должна соответствовать строго структурированной, «консервативной» и «агрессивной» матрице обработки, чтобы избежать деградации материала или увеличения времени цикла.
Чтобы систематически устранять дефекты трикотажных линий на производстве, технические специалисты должны ознакомиться с подробным руководством по материалам и параметрам обработки. Регулировки всегда должны выполняться последовательно, позволяя процессу стабилизироваться в течение нескольких циклов после каждой модификации, чтобы точно измерить влияние на качество детали и характеристики конструкции:
| Тип матрицы смолы | Рекомендуемый диапазон плавления (градусы Цельсия) | Рекомендуемый диапазон формы (градусы Цельсия) | Шаг настройки первичной скорости впрыска | Ожидаемое сохранение прочности трикотажной линии (%) |
| Ненаполненный полипропилен (ПП) | 200 - 240 | 30 - 60 | Умеренно-прогрессивный (с шагом 10%) | 85% - 95% |
| ABS (эстетический класс) | 220 - 260 | 50 - 80 | Высокоскоростной профиль (быстрое прохождение зоны вязания) | 80% - 90% |
| Поликарбонат (ПК) | 280 - 320 | 80 - 110 | Высокая постоянная скорость с высоким пакетом | 70% - 85% |
| PA66-GF30 (30% наполнения стеклом) | 270 - 300 | 80 - 120 | Сверхвысокая скорость (максимальный сдвиговой нагрев) | 35% - 55% |
| ППО (модифицированный/структурный) | 260 - 310 | 70 - 100 | Высокая скорость с последующей немедленной сменой стаи | 50% - 70% |
Если оптимизированные параметры обработки не могут полностью устранить видимую линию вязания на высокоэстетичном компоненте, могут потребоваться операции вторичной отделки. Варианты восстановления после формования, включая механическое шлифование, автоматическое грунтование и покраску, химическую полировку паром или локализованную ультразвуковую сварку, могут эффективно маскировать дефекты поверхности, но они приводят к значительным производственным компромиссам. Хотя вторичное полиуретановое покрытие или промывка химическим растворителем могут восстановить безупречную глянцевую поверхность аморфного потребительского корпуса, эти операции увеличивают общую стоимость деталей, требуют дополнительной рабочей силы и повышают процент брака из-за дефектов при обращении. Кроме того, обработка поверхности не устраняет основные структурные недостатки. Если стеклянные волокна остаются смещенными под окрашенной поверхностью, деталь выйдет из строя под действием механического воздействия. Менеджеры по эксплуатации должны тщательно сопоставить затраты на отделку с долгосрочными капитальными вложениями в усовершенствованную модернизацию инструментов, выбирая вариант, который наилучшим образом сочетает в себе качество, стоимость и надежность компонентов.
Увеличьте производительность вашего инструмента и обработки
Устранение сбоев трикотажных линий требует согласования предварительного прогнозного проектирования с дисциплинированным контролем качества. Загрузите нашу комплексную, готовую к использованию в цеху Устранение неполадок с трикотажной линией и контрольный список калибровки моделирования (PDF) , содержащий пошаговые шаблоны настройки формовочной машины, целевые параметры сетки VHI и формы проверки ASTM/ISO.
Нужна немедленная инженерная поддержка для активной программы? Свяжитесь с нашей технической командой сегодня, чтобы запланировать расширенную Обзор моделирования CAE и аудит макета пресс-формы . Наши специалисты по производству в Северной Америке проводят подробную диагностику в течение 3–5 рабочих дней.

