
Введение
При литье пластмасс под давлением обработка поверхности детали — это нечто большее, чем просто косметический выбор. Это напрямую влияет на то, как продукт ощущается в руках потребителя, как свет отражается от его контуров и, что более важно, насколько чисто деталь выходит из полости формы во время производства. Выбор неправильной отделки может привести к появлению микроцарапин, косметических вмятин или застреванию деталей в инструменте, что резко увеличивает процент брака.
Чтобы стандартизировать эти покрытия по всей цепочке поставок, Общество индустрии пластмасс (теперь известное просто как PLASTICS) создало систему классификации качества поверхности SPI. Хотя ассоциация обновила свое название, глобальные производители инструментов и инженеры-технологи по-прежнему повсеместно называют их «стандартами SPI».
Понимание нюансов этих стандартов и того, как с ними взаимодействуют различные полимеры, является ключом к балансу эстетического замысла с производственной реальностью.

4 основные классификации отделки SPI
Стандарт SPI классифицирует отделку по четырем буквенным классам (A, B, C и D), определяемым средой и методом, используемыми для полировки стали литейной формы. Внутри каждого класса цифры от 1 до 3 обозначают уровень обработки и полученную среднюю шероховатость поверхности (Ra).
Класс A: глянцевая/блестящая отделка (алмазная полировка)
Отделка класса А представляет собой вершину оптической прозрачности и блестящей эстетики. Такая отделка достигается путем кропотливой ручной полировки полости формы с использованием все более тонких сортов полировальных паст с алмазным порошком.
- СПИ А-1: Высочайший стандарт: с использованием алмазной полировальной пасты класса 3 для достижения сверхгладкой шероховатости поверхности примерно от 0,012 до 0,025 микрометра Ra. Получается зеркальный эффект с высокой отражающей способностью.
- СПИ А-2: Используется алмазная паста класса 6, что обеспечивает немного более высокое значение Ra (от 0,025 до 0,05 микрометра), но сохраняет превосходный блеск.
- СПИ А-3: Полировка алмазной пастой Grade 15, обеспечивающая острый, глянцевый вид, но обеспечивающая немного более щадящий профиль шероховатости (0,05–0,10 микрометра Ra).
Производственная информация:
Для достижения истинной отделки класса А требуются высококачественные пресс-формы из стали высокой твердости, такие как NAK80 или S136. Стандартные инструментальные стали содержат микропримеси или пористость; при полировке до уровня А-1 эти загрязнения «вырываются», оставляя микроскопические ямки, портящие отделку.
Более того, поверхности класса А действуют как увеличительное стекло для выявления внутренних дефектов детали: любая небольшая объемная усадка (впадины) за ребром или выступом будет мгновенно видна при отражении света.
- Общие приложения: Оптические линзы, прозрачные световоды, лицевые щитки, зеркала и высококачественные корпуса для бытовой электроники, где требуется премиальный черный или кристально чистый вид.
Класс B: полуглянцевая отделка (наждачная бумага)
Отделка класса B предназначена для деталей, требующих аккуратного профессионального внешнего вида без чрезмерных затрат или хрупкости зеркальной отделки. Эти поверхности достигаются с помощью мелкозернистой наждачной бумаги, наносимой линейными движениями внахлест.
- СПИ Б-1: Обработана бумагой с зернистостью 600, обеспечивающей исключительно чистую полуглянцевую поверхность с типичной шероховатостью от 0,05 до 0,10 микрометров Ra.
- СПИ Б-2: Полировка на бумаге с зернистостью 400, придающая умеренный полуглянцевый вид (Ra от 0,10 до 0,15 микрометра).
- СПИ Б-3: Полировка на бумаге с зернистостью 320, придающая мягкий атласный блеск с видимыми однородными микроцарапинами (0,28–0,35 микрометра Ra).
Производственная информация:
Поскольку полировка наждачной бумагой создает на форме направленный линейный рисунок царапин, изготовитель инструментов должен совмещать ходы полировки с направлением отверстия формы (путем выталкивания). Если линии песка проходят перпендикулярно направлению вытягивания, формованный пластик захватывает микроканавки, что приводит к образованию потертостей и серьезным трудностям при извлечении во время производственного цикла.
- Общие приложения: Корпуса бытовой техники, панели внутренней отделки автомобилей, корпуса портативной электроники и коммерческое офисное оборудование.

Класс C: матовая отделка (полировка камня)
Покрытия класса C характеризуются мягким, тусклым, неотражающим матовым внешним видом. Производители инструментов достигают этой текстуры, используя профилирующие масляные камни (зернистые камни) для агрессивного сглаживания стали литейной формы.
- СПИ С-1: Достигается с помощью мелкого полировального камня с зернистостью 600, что обеспечивает гладкую матовую поверхность (Ra от 0,35 до 0,40 микрометра).
- СПИ С-2: Обработка камня зернистостью 400, создающая отчетливую матовую текстуру (Ra от 0,45 до 0,55 микрометра).
- СПИ С-3: Обработка более грубым камнем с зернистостью 320, удаление всех следов инструментов, чтобы оставить более грубый, совершенно плоский матовый вид (0,63–0,85 микрометра Ra).
Производственная информация:
В промышленности класс C редко выбирают исключительно для «украшения» детали. Напротив, это лучший в отрасли вариант «экономической эффективности». Основная цель полировки камня — быстро и экономично стереть следы грубой обработки (гребешки и канавки), оставленные фрезами с ЧПУ или электродами EDM. Это отделка по умолчанию для деталей, которые конечный пользователь никогда не увидит.
- Общие приложения: Внутренние ребра конструкции, электронные кронштейны, компоненты автомобильных конструкций, топливные баки и скрытое промышленное оборудование.
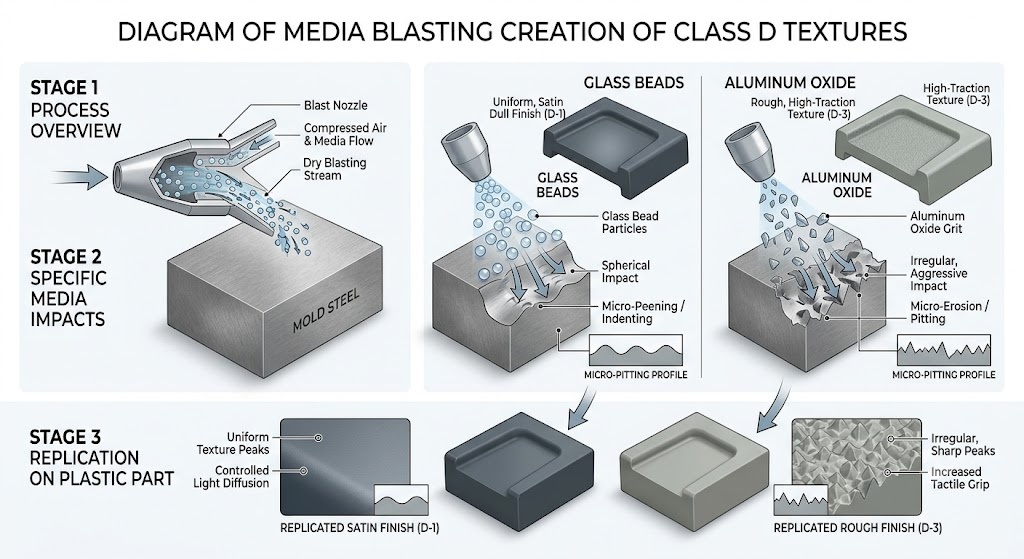
Класс D: Текстурированная отделка (струйная/пескоструйная обработка)
Отделка класса D обеспечивает ощущение грубости, текстуры или атласа. Это «разрушительный» процесс текстурирования, при котором полость формы подвергается струйной очистке сухой средой под высоким давлением.
- СПИ Д-1: Создается путем пескоструйной обработки стали пресс-формы мелкими стеклянными шариками, в результате чего получается равномерная матовая поверхность (от 0,80 до 1,10 микрометра Ra).
- СПИ Д-2: Обработан абразивоструйной очисткой средней степени очистки или песком для получения более шероховатой, нескользящей текстуры (Ra от 1,10 до 1,60 микрометров).
- СПИ Д-3: Обработано грубым оксидом алюминия или тяжелыми песчинками, что дает очень приятную на ощупь, шероховатую и абсолютно плоскую поверхность (от 2,30 до 3,20 микрометров Ra).
Производственная информация:
Отделка класса D прекрасно скрывает дефекты поверхности, такие как линии сварки или небольшие вмятины. Однако инженеры должны планировать «ухудшение текстуры». В течение длительного производственного цикла (например, сотни тысяч циклов) абразивные конструкционные пластмассы, такие как стеклонаполненный нейлон, будут медленно разрушаться и «полировать» острые выступы полости формы, подвергнутой пескоструйной очистке. В результате текстура Д-1 со временем может постепенно трансформироваться в полуматовую текстуру, что требует снятия формы с производства и повторной пескоструйной обработки для восстановления исходных характеристик.
- Общие приложения: Прочные ручки для инструментов, пластиковые рули, текстурированные корпуса багажа, ручки для бытовой электроники и промышленные корпуса, предназначенные для маскировки отпечатков пальцев и царапин.
Сравнительная таблица качества поверхности SPI
| Оценка SPI | Метод отделки / Средний | Типичное среднее значение шероховатости (Ra – микрометры) | Типичное среднее значение шероховатости (Ra – микродюймы) | Визуальный вид и уровень блеска | Относительный множитель стоимости инструмента |
|---|---|---|---|---|---|
| А-1 | Алмазный бафф 3-го уровня | от 0,012 до 0,025 | от 0,5 до 1,0 | Высокая зеркальная полировка, высокая отражающая способность | от 2,5x до 3,0x |
| А-2 | Алмазный бафф 6-го уровня | от 0,025 до 0,05 | от 1,0 до 2,0 | Зеркальная полировка, хорошая отражательная способность | от 2,0x до 2,5x |
| А-3 | Алмазный бафф 15-го уровня | от 0,05 до 0,10 | от 2,0 до 4,0 | Высокий блеск, мягкие отражения | от 1,5x до 2,0x |
| Б-1 | Бумага с зернистостью 600 | от 0,05 до 0,10 | от 2,0 до 4,0 | Полуглянцевый, тонкий линейный блеск | 1,3x |
| Б-2 | Бумага с зернистостью 400 | от 0,10 до 0,15 | от 4,0 до 6,0 | Средний полуглянцевый | 1,2x |
| Б-3 | Бумага с зернистостью 320 | от 0,28 до 0,35 | от 11,0 до 14,0 | Мягкий атлас, мягкий блеск | 1,1x |
| C-1 | 600 зерен камня | от 0,35 до 0,40 | от 14,0 до 16,0 | Тонкая матовая, неотражающая | 1,0x (базовый уровень) |
| С-2 | 400 зерен камня | от 0,45 до 0,55 | от 18,0 до 22,0 | Средне-матовый, ровный финиш | 0,9x |
| C-3 | 320 Песчаный камень | от 0,63 до 0,85 | от 25,0 до 34,0 | Грубая матовая поверхность, стирает следы инструментов | 0,8x |
| D-1 | Сухая струя стеклянных шариков | от 0,80 до 1,10 | от 32,0 до 44,0 | Матовый сатин, тонкая перламутровая текстура | 1,2x |
| Д-2 | Мелкая пескоструйная обработка | от 1,10 до 1,60 | от 44,0 до 64,0 | Тусклая текстура, совершенно плоская | 1,3x |
| Д-3 | Крупный песок / оксидная очистка | с 2.30 до 3.20 | от 90,0 до 130,0 | Очень грубая, тактильная текстура рукоятки | 1,4x |
Ключевые факторы при выборе покрытия поверхности SPI
Выбор отделки поверхности требует расчетного компромисса между свойствами материала, геометрией и бюджетом. Вот основные факторы, которые должны определять ваше решение о производстве (DFM).
Выбор материала: кристаллические и аморфные полимеры
Молекулярная структура вашей пластиковой смолы напрямую определяет, насколько хорошо она повторяет отделку формы.
- Аморфные полимеры (например, поликарбонат, АБС, акрил/ПММА) имеют случайное молекулярное расположение, которое идеально сочетается с полированной сталью. Они превосходно сочетают алмазную отделку класса А для достижения абсолютной прозрачности или высокого блеска.
- Кристаллические полимеры (например, нейлон/ПА, полипропилен, полиэтилен) при охлаждении подвергаются структурированной кристаллизации, что приводит к более высокой усадке. Более того, если вы добавите к этим материалам стекловолокно (GF) для прочности, волокна будут всплывать на поверхность. Выбор отделки класса А для нейлона, на 30% наполненного стекловолокном, является пустой тратой капитала: поверхность по своей сути будет выглядеть полосатой и крапчатой. Эти материалы намного лучше работают с отделкой класса C или D.
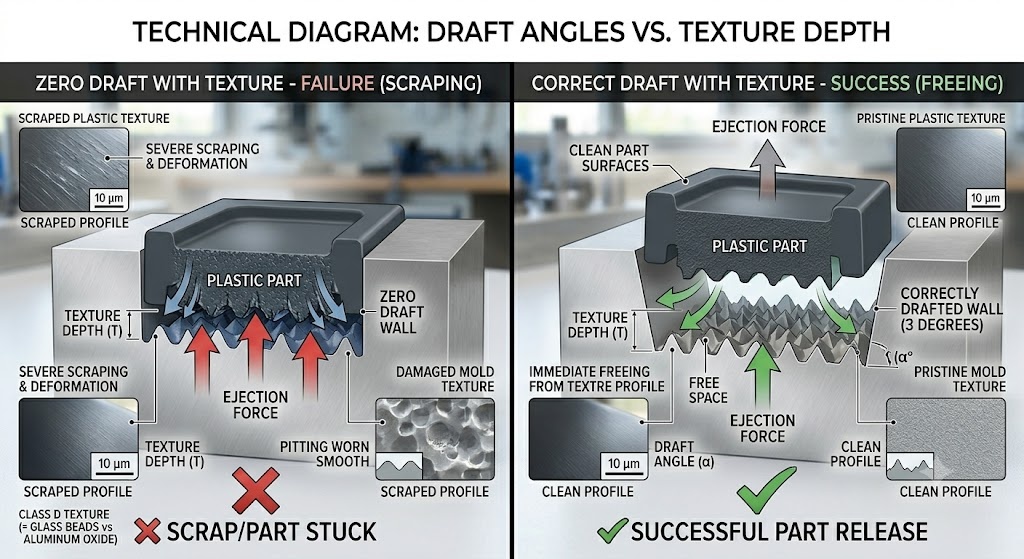
Штраф за угол уклона
Текстуры поверхности создают микроскопические выступы и впадины. Когда форма откроется, пластиковая часть должна аккуратно отделиться. Если вертикальные стенки детали не имеют достаточной тяги (конусности), текстурированная сталь будет физически царапать, разрывать или оставлять следы на охлаждающем пластике во время выброса.
- Золотое правило отрасли: Для стандартной гладкой отделки (класса А и В) допустим минимальный угол уклона от 0,5 до 1,0 градуса на каждую сторону.
- Практическое правило текстурирования: Для пескоструйной обработки класса D необходимо добавить примерно 1 дополнительный градус угла наклона на каждые 0,025 мм (что соответствует 1 милу или 0,001 дюйма) глубины текстуры. Несоблюдение этого требования приведет к образованию серьезных следов сопротивления и деформации детали.
Стоимость оснастки и время выполнения заказа
Как показано в сравнительной таблице, отделка класса А значительно увеличивает затраты на производство пресс-форм. Ручная полировка инструмента до уровня А-1 может увеличить время изготовления инструмента на дни или даже недели, поскольку это необходимо делать шаг за шагом (например, вы не можете сразу перейти от камня с зернистостью 320 к алмазной пасте, не разрушив стальную матрицу). Отделка камнем класса C на сегодняшний день является самой быстрой и дешевой в производстве.
Деталь Функциональность
Учитывайте среду конечного использования. Глянцевая поверхность класса А является известным магнитом для царапин и мгновенно оставляет на себе жирные отпечатки пальцев. Если продукт предназначен для ежедневного обращения (например, контроллер или электронная ручка), атласная текстура класса D обеспечивает тактильное трение, одновременно успешно скрывая износ на протяжении всего срока службы продукта.
Как указать отделку SPI на инженерных чертежах
Четкая связь предотвращает дорогостоящую переделку инструмента. При подготовке производственных чертежей или инженерных 2D-чертежей применяйте следующие лучшие отраслевые практики:
- Избегайте общих выносок: Никогда не пишите «Полировка внешних поверхностей» в примечаниях к чертежу. Это оставляет определение полностью на усмотрение интерпретации. Вместо этого используйте явные выноски, например:
ОТДЕЛКА ПОВЕРХНОСТИ НА ВИДИМЫХ КОСМЕТИЧЕСКИХ ЛИЦАХ ДОЛЖНА БЫТЬ SPI A-2. - Используйте граничные сплайны текстуры: Если одна литая деталь имеет несколько вариантов отделки (например, глянцевая акцентная полоса класса A на текстурированном корпусе класса D), нарисуйте на 2D-печати чистую пунктирную границу, чтобы точно указать переходные зоны.
- Перекрестные ссылки на глобальные стандарты: Если вы имеете дело с глобальными цепочками поставок, вашему партнеру-производителю, возможно, больше привычен европейский стандарт VDI 3400 (который основан на шкале искровой эрозии) или фирменные каталоги текстур, такие как Mold-Tech. Обратите внимание на эквивалентные значения, если применимо (например, SPI C-1 примерно соответствует VDI 18–21).
- Запросить таблички с физической текстурой: Прежде чем разрешить изготовителю инструментов текстурировать полость пресс-формы стоимостью в несколько тысяч долларов, запросите физический образец чипа, отлитый в вашем точный выбранный материал смолы. Текстуры натурального полипропилена выглядят совершенно иначе, чем на черном поликарбонате.
Заключение
Освоение стандартов обработки поверхности SPI устраняет разрыв между концепциями промышленного дизайна и реальными производственными показателями. Понимая, что для отделки класса A требуется инструментальная сталь премиум-класса и безупречная конструкция деталей, а для текстуры класса D требуются большие углы уклона, вы можете избежать узких мест в производстве, снизить процент брака деталей и контролировать свой бюджет на оснастку.
Перед резкой стали всегда консультируйтесь со своим партнером по литью под давлением на ранней стадии DFM, чтобы согласовать выбор материала, геометрическую форму и желаемый стандарт SPI.

