
Термопластичный полиуретан (ТПУ) заполняет пробел между гибкой резиной и жестким пластиком. ТПУ, известный своей исключительной эластичностью, износостойкостью и высокой прочностью на разрыв, пользуется большим спросом в мировом промышленном производстве. Однако обработка этого уникального полиуретанового эластомера требует глубокого понимания его скрытых технических нюансов.
В этом руководстве представлена инженерная информация о свойствах ТПУ, параметрах обработки, секретах проектирования пресс-форм и стратегиях устранения неполадок, которые помогут оптимизировать вашу производственную линию и обеспечить высокопроизводительное производство компонентов B2B.
1. Ключевые свойства и дилемма выбора
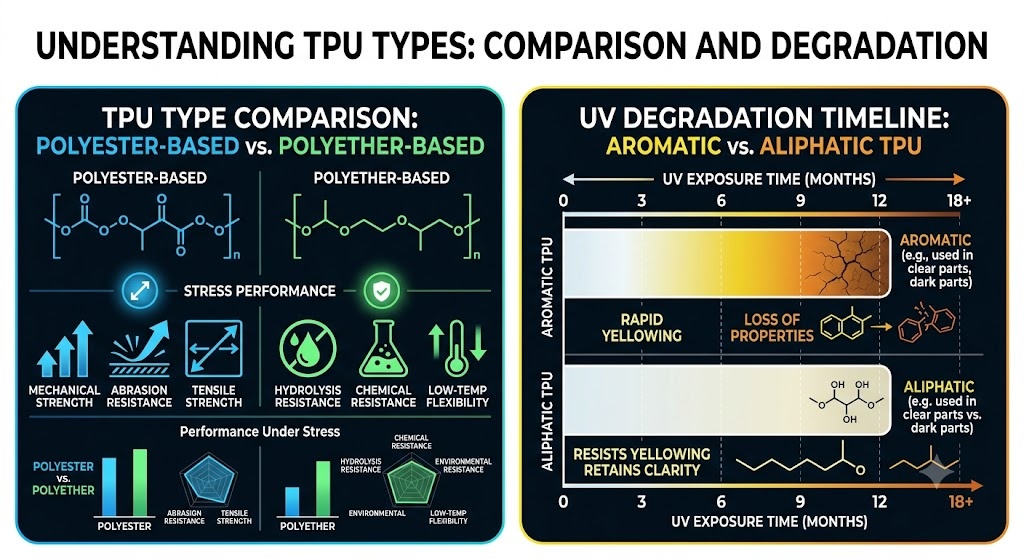
Чтобы выбрать правильный сорт ТПУ, необходимо выйти за рамки базовых таблиц твердости по Шору. Группы промышленных закупок и разработки продуктов должны сначала сбалансировать основные химические различия: ТПУ на основе полиэстера и ТПУ на основе полиэфира .
ТПУ на основе полиэстера:
- Механическая прочность: Превосходная устойчивость к растяжению и разрыву.
- Устойчивость к истиранию: Отлично (идеально подходит для быстроизнашивающихся деталей, таких как ролики для промышленной мебели).
- Устойчивость к гидролизу: Плохое (подвержено разложению под воздействием влаги).
- Низкотемпературная гибкость: Хорошо.
- Микробная резистентность: Низкий.
ТПУ на основе полиэфира:
- Механическая прочность: Умеренный.
- Устойчивость к истиранию: Хорошо.
- Устойчивость к гидролизу: Отлично (идеально подходит для влажной или погруженной среды).
- Низкотемпературная гибкость: Superior (Сохраняет эластичность при сверхнизких температурах).
- Микробная резистентность: Высокий.
Совет от профессионала: скрытая цена пожелтения
Стандартные ароматические ТПУ имеют молекулярные структуры, которые разрушаются под воздействием УФ-излучения, в результате чего прозрачные детали становятся неприглядно желтыми. Для высококачественных потребительских товаров, специализированных оболочек сервокабелей или видимых автомобильных салонов инженеры должны использовать алифатические сорта ТПУ . Алифатическая химия по своей природе устойчива к ультрафиолетовому излучению, сохраняя оптическую прозрачность и стабильность цвета в течение длительного срока службы продукта.
2. Подготовка материала: помимо базовой сушки
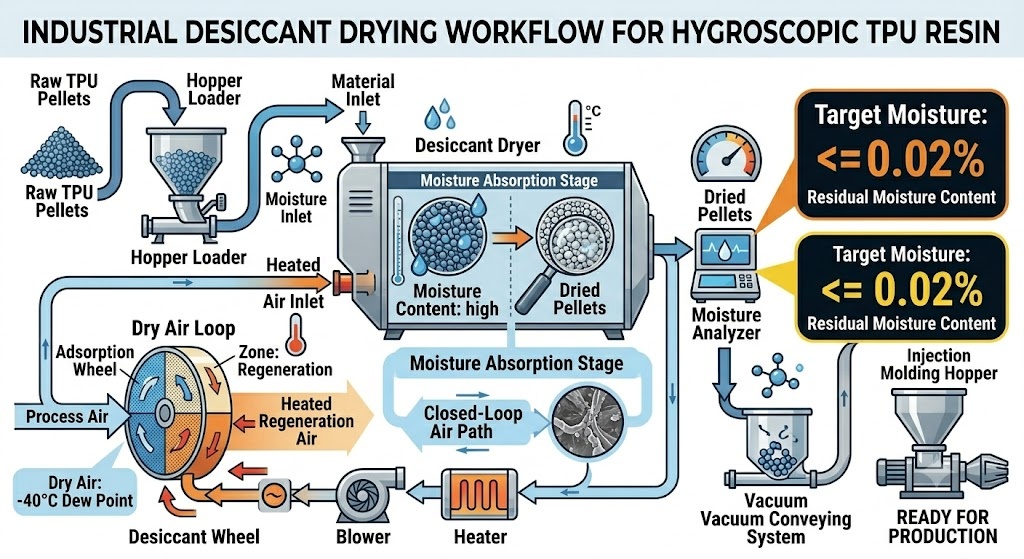
Если и есть единственная проблема при литье под давлением ТПУ, так это влага. ТПУ очень гигроскопичен; он активно поглощает водяные пары из окружающего воздуха. Переработка влажной смолы приводит к необратимая гидролитическая деградация — химическая реакция, при которой вода при высоких температурах расщепляет полимерные цепи полиуретана, полностью разрушая механические свойства материала.
- Показатель точки росы: Стандартных бункеров горячего воздуха недостаточно. Вы должны использовать осушитель с влагопоглотителем, способный поддерживать точку росы -40°С или ниже.
- Параметры сушки: Высушите первичную смолу при от 80°С до 90°С для от 3 до 4 часов . Целевое содержание влаги перед входом в инъекционный цилиндр должно строго соблюдаться. 0,02% или меньше .
Совет от профессионала: правило 20% перешлифовки
В то время как снижение промышленных затрат требует повторного использования литников и желобов, термическая история ТПУ должна строго контролироваться.
Золотой закон: Никогда не смешивайте более От 15% до 20% перемола (переработанный лом) с первичной смолой.
Превышение этого предела приводит к резкому снижению первоначальной прочности детали на разрыв и ускоряет эстетическое пожелтение. Кроме того, перемолотый лом впитывает влагу почти в два раза быстрее, чем первичные окатыши; это должен проходят независимую строгую сушку в влагопоглотителе перед загрузкой в бункер.
3. Параметры обработки: борьба с сдвиговым нагревом
Настройка температурного профиля для TPU требует нелинейного подхода. Поскольку молекулы ТПУ очень чувствительны к трению, материал демонстрирует высокие чувствительность к сдвигу . Когда машина для литья под давлением пропускает расплавленный эластомер через жесткие ограничения, она создает огромное внутреннее трение, известное как сдвиговый нагрев .
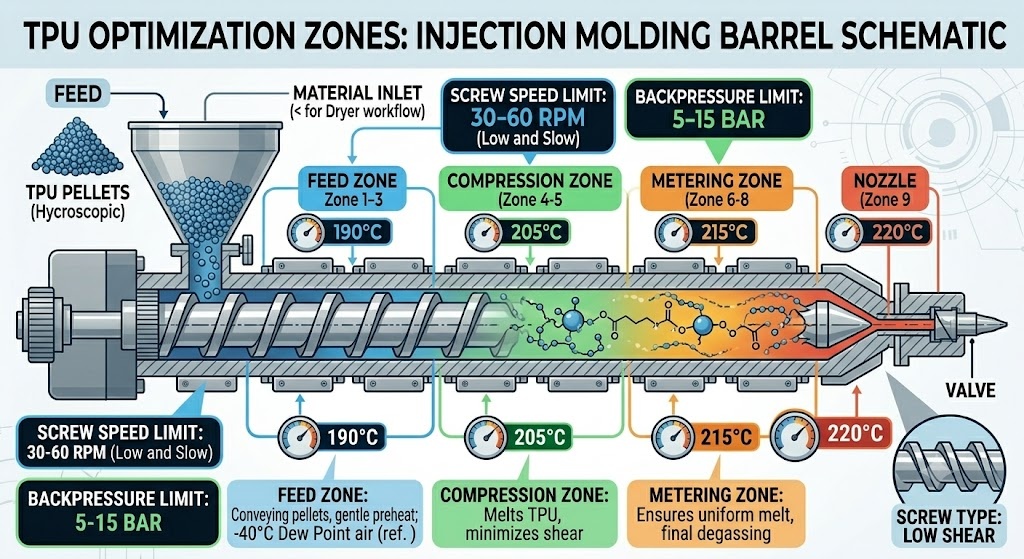
Чтобы предотвратить перегрев и сжигание материала от трения, реализуйте «Низко и медленно» Стратегия настройки машины:
- Температура плавления: Поддерживайте точный профиль ствола между 190°С и 220°С . Превышение 230°C приведет к термическому разложению.
- Температура пресс-формы: Держите стенки формы на от 20°С до 40°С . Более холодные формы ускоряют кристаллизацию полиуретановых блоков, позволяя детали структурироваться и аккуратно извлекаться без деформации.
- Винт и обратное давление: Установите низкую линейную скорость винта ( от 30 до 60 об/мин ) и минимальное противодавление ( от 5 до 15 бар ). Высокое противодавление создает ненужное напряжение сдвига на эластомере, разрушая полимерные цепи еще до того, как пластик покинет сопло.
4. Секреты проектирования пресс-форм для липких эластомеров
Стандартные принципы проектирования пресс-форм, предназначенные для жестких пластиков, таких как АБС или полипропилен, не работают при применении к гибкому ТПУ. Мягкие эластомеры требуют специальных геометрических и механических припусков в стальной оснастке.
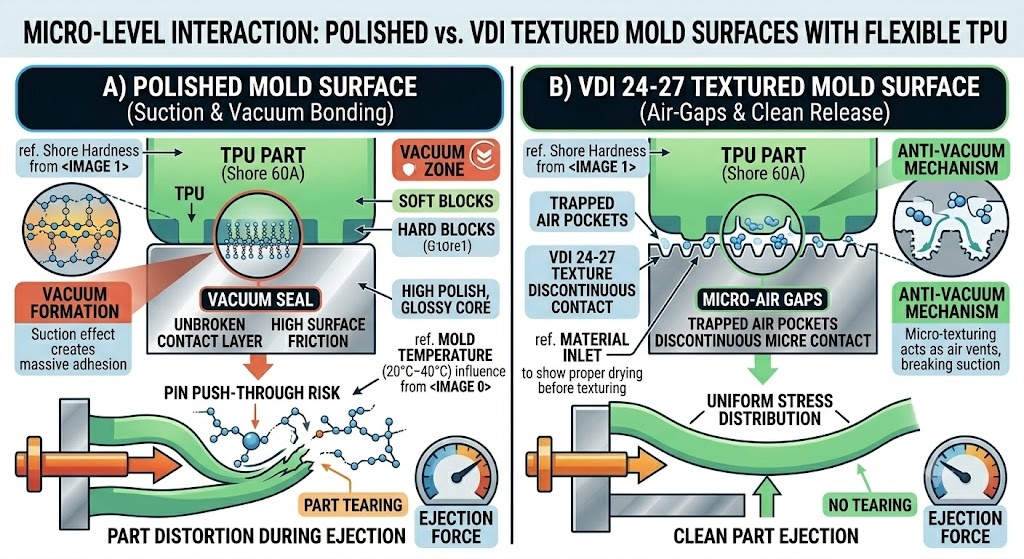
Кошмар вакуумного прилипания
Мягкие марки ТПУ (от 60А до 85А по Шору) обладают высоким поверхностным трением. Во время открытия формы гладкий эластомер действует как присоска, образуя вакуум на полированных, глянцевых поверхностях сердцевины. Деталь прилипнет, деформируется или порвется во время механического извлечения.
- Решение: Избегайте полированных зеркальных покрытий. Вместо этого укажите текстура антивакуумной формы например, легкая дробеструйная или химическая электроэрозионная структура ( ВДИ от 24 до 27 ). Эта микротекстура удерживает крошечные пузырьки воздуха между сталью и эластомером, разрушая вакуумное уплотнение и служа встроенным механическим разделительным агентом.
Характеристики микровентиляции
Из-за высокой скорости впрыска захваченный газ может легко обжечь гибкие материалы. Однако, поскольку ТПУ легко течет под давлением, слишком большие вентиляционные отверстия будут вызывать мигание.
- Правило: Механически обработанные газоотводные отверстия должны иметь строгий предел микроглубины: от 0,015 мм до 0,02 мм . Он достаточно узкий, чтобы удерживать расплавленный эластомер и при этом обеспечивать безопасный выход сжатого воздуха.
5. Матрица устранения неполадок (передовые полевые решения)
Когда дефекты возникают в заводских цехах, для выявления истинной причины необходимо различать температурные и экологические показатели. Используйте это практическое руководство для быстрого и целенаправленного устранения неполадок:
-
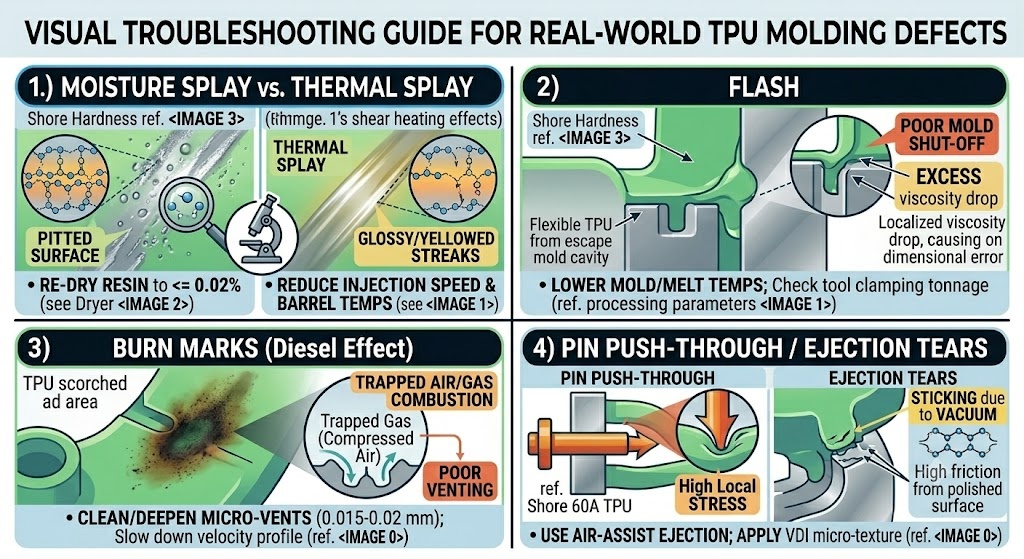
Splay Marks (Серебристые полосы)
-
Вероятная основная причина: Гидролитический или термический распад.
-
Расширенное полевое решение: Тест под микроскопом: Осмотрите полосы под увеличением. Если потеки шершавые и изъеденные, это разбрызгивание влаги (увеличьте время высыхания). Если полосы гладкие и блестящие, это термические деформации, вызванные чрезмерным нагревом сдвига (уменьшите скорость впрыска или температуру сопла).
-
Обложка (лишний материал по швам)
-
Вероятная основная причина: Чрезмерное впрыскивание или локальное падение вязкости.
-
Расширенное полевое решение: Понизьте температуру плавления, чтобы увеличить вязкость, или уменьшите профиль давления выдержки. Проверьте, соответствует ли усилие зажима инструмента требуемому тоннажу.
-
Следы ожогов (эффект дизельного топлива)
-
Вероятная основная причина: Сжатие захваченного газа в невентилируемых карманах.
-
Расширенное полевое решение: Очистите и углубите микроотверстия (максимум 0,02 мм). Замедлите профиль скорости впрыска непосредственно перед тем, как расплав попадет в зону окончательного заполнения.
-
Липкие части/выбрасываемые слезы
-
Вероятная основная причина: Вакуумная склейка или преждевременная упаковка.
-
Расширенное полевое решение: Переключитесь на систему вспомогательного выброса воздуха (воздушный клапан) рядом с механическими штифтами. Примените микротекстуру VDI к ядру.
6. Будущие тенденции: поиск поставщиков для «зеленой» цепочки поставок
По мере того как мировые бренды переходят к экономике замкнутого цикла, международные требования ESG меняют критерии закупок B2B. Экосистема промышленного производства быстро движется к Биологический ТПУ и PCR (переработанные после потребления) эластомеры .
Современные ТПУ биологического происхождения заменяют традиционные полиолы, полученные из нефти, альтернативами растительного происхождения (такими как кукурузный крахмал или касторовое масло), сокращая выбросы углекислого газа до 40%.
Реальность окна обработки
Инженеры и агенты по закупкам должны учитывать, что ТПУ, полученные из биологического сырья и переработанные, обладают значительными преимуществами. более узкие окна обработки чем ископаемое топливо. Биополимеры обладают более высокой термочувствительностью и меньшей устойчивостью к сдвигу. Адаптация вашего цеха к этим экологически чистым материалам требует перехода на прецизионные формовочные машины с замкнутым контуром управления, уделения приоритетного внимания передовым установкам сушки влагопоглотителем и использования оптимизированного текстурирования инструментов, чтобы оставаться конкурентоспособными в цепочке экологически чистых поставок.

