
Ваше руководство по формированию инъекций Китая: стоимость, качество и поиск правильного партнера
Введение в формование инъекций в Китае
Инъекционное формование является универсальным и широко используемым производственным процессом для производства деталей из термопластичных и термосетитивных пластиковых материалов. Он включает в себя впрыскивание расплавленного материала в форму, где охлаждается и затвердевает в желаемую форму. Этот метод известен своей способностью производить сложные детали с высокой точностью, превосходной поверхностной отделкой и быстрыми темпами производства, что делает его незаменимым для множества отраслей, от автомобильной и медицинской до потребительской электроники и товаров для дома.
В последние десятилетия Китай стал доминирующей силой в глобальной производственной ландшафте, и его инъекционная литья не является исключением. Страна стала предпочтительным направлением для предприятий по всему миру, которые ищут услуги литья инъекции, в основном из -за ее надежной производственной инфраструктуры, конкурентоспособных цен и обширной сети поставщиков. Это руководство направлено на то, чтобы обеспечить всесторонний обзор формования инъекций в Китае, углубление в критические аспекты, такие как стоимость, качество и основные шаги по поиску правильного производственного партнера для ваших конкретных потребностей проекта.
Тем не менее, выбор Китая для ваших потребностей в формовании инъекции поставляется с уникальным набором преимуществ и недостатков, которые требуют внимательного рассмотрения:
Преимущества выбора Китая для литья инъекции:
- Экономическая эффективность: Одним из основных факторов для аутсорсинга в Китай является значительно более низкие затраты на рабочую силу по сравнению с западными странами. Это, в сочетании с конкурентными материалами и экономикой масштаба, часто приводит к более низкой общей стоимости единицы для изготовленных деталей.
- Установленная инфраструктура и экосистема: Китай может похвастаться высокоразвитой производственной инфраструктурой и обширной экосистемой вспомогательных отраслей, в том числе производителей плесени, поставщиков материалов и отдельных услуг. Это допускает оптимизированные производственные процессы и быстрый доступ к ресурсам.
- Высокая производственная мощность: Китайские производители часто имеют большие производственные мощности, что делает их хорошо подходящими для высоких заказов и массового производства.
- Скорость на рынке: Эффективность и масштаб китайского производства часто могут привести к более быстрому прототипированию и производственным циклам, ускоряя время для рынка новых продуктов.
- Технологический прогресс: Многие ведущие китайские компании по формитированию инъекций инвестировали в значительной степени в инвестиции в современные машины и приняли передовые технологии, предлагая сложные возможности и высококачественные результаты.
- Опыт и опыт: Благодаря многолетнему опыту в глобальном производстве, китайские поставщики накопили значительный опыт в различных методах литья инъекции и материалов.
Недостатки выбора Китая для литья инъекции:
- Коммуникационные барьеры: Языковые различия и культурные нюансы иногда могут привести к недоразумениям или неверным толкованиям, что делает четкое и последовательное общение.
- Интеллектуальная собственность (ИС). Запаса: В то время как были предприняты усилия по укреплению защиты от ИС в Китае, некоторые предприятия по -прежнему содержат опасения по поводу защиты своих проектов и собственной информации. Тщательная должная осмотрительность и надежные юридические соглашения необходимы.
- Проблемы контроля качества (если не управляется хорошо): Хотя высокое качество достижимо, поддержание постоянного качества может быть проблемой без надлежащего надзора, строгих мер контроля качества и четких спецификаций. Это требует проактивного участия и четко определенного плана обеспечения качества.
- Логистика и сложность доставки: Управление международной доставкой, таможными и импортными пошлинами может добавить слои сложности и стоимости к общему процессу.
- Время выполнения инструментов: В то время как производство может быть быстрой, начальная фаза инструмента (создание плесени) все еще может иметь значительное время заказа, особенно для сложных конструкций.
- Этические и экологические соображения: Для предприятий важно обеспечить, чтобы их выбранные поставщики придерживались этических практик труда и экологических норм, в соответствии с их собственными целями корпоративной социальной ответственности.
Понимание процесса литья инъекции
Чтобы эффективно взаимодействовать с услугами формования в Китае, крайне важно иметь основополагающее понимание самого процесса литья инъекции. Эти знания дают вам возможность более эффективно общаться с производителями, понимать технические характеристики и принимать обоснованные решения о вашем проекте.
Пошаговое объяснение процесса литья под давлением:
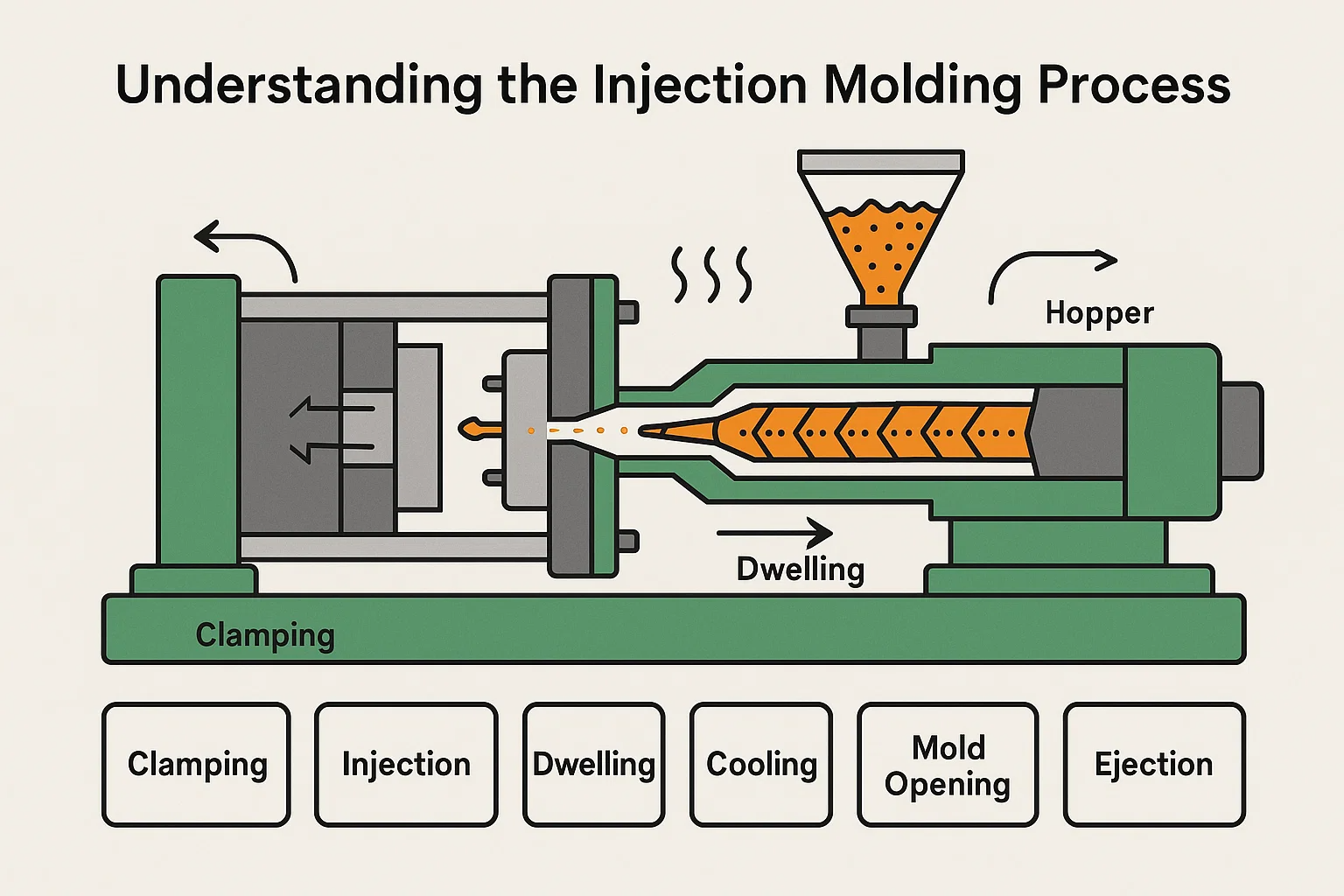
Процесс литья под давлением представляет собой циклическую операцию, которая, одновременно выглядя просто, включает в себя точный контроль температуры, давления и времени для создания последовательных деталей. Вот фундаментальные шаги:
-
Зажим: Процесс начинается с блока зажима. Две половинки плесени (полость и ядро) надежно закреплены мощным гидравлическим или электрическим прессом. Одна половина плесени, как правило, стационарна, а другая движется, чтобы открыться и закрываться. Эта сила зажима должна быть достаточной, чтобы противостоять огромному давлению, оказывающему во время инъекции, предотвращая открытие и мигание плесени (расплавленный пластик, выходящий между половинками плесени).
-
Инъекция: Пластиковые гранулы или гранулы кормятся из бункер в нагретый ствол. Внутри ствола возвратный винт вращается, плавив пластиковый материал через сочетание тепла и сдвигового трения. Как только пластик расплавлен, и на передней части винта накапливается достаточный размер «выстрела» (количество пластика, необходимого для детали), винт движется вперед, как поршень, вводя расплавленный пластик при высоком давлении и скорости в полость закрытой формы через систему бегунов и ворот.
-
Жилище (упаковка/удержание): После того, как полость плесени заполняется, поддерживается контролируемое количество давления, известное как «жилье» или «упаковка». Это устойчивое давление помогает компенсировать объемную усадку, которая возникает, когда пластик охлаждается и затвердевает. Это гарантирует, что полости пресс -формы полностью заполнены, предотвращая следы раковины, пустоты и другие дефекты, а также способствуют устойчивости размеров.
-
Охлаждение: С пластиком, теперь полностью упакованным в форму, он начинает остыть и затвердеть в форме формы. Каналы охлаждения, часто интегрируемые в конструкцию пресс -формы и циркулирующую прохладную воду или масло, облегчают этот процесс. Время охлаждения, как правило, является самой длинной частью цикла литья под давлением и зависит от таких факторов, как используемый материал, толщина стенки детали и конструкция плесени. Эффективное охлаждение имеет решающее значение для достижения желаемых свойств детали и минимизации времени цикла.
-
Открытие формы: После того, как часть достаточно охлаждена и затвердевает, блок зажима убирается, открывая две половинки плесени.
-
Выброс: Когда открывается плесень, выводы выталкивания, стратегически расположенные внутри формы, выталкивают затвердевшую часть из полости формы. Эти контакты предназначены для того, чтобы применять даже давление, чтобы избежать деформирования или повреждения недавно литой части. Затем эта часть падает на конвейерную ленту или в мусорное ведро.
-
Пост-обработка (необязательно): После выброса, некоторые детали могут потребовать незначительной пост-обработки, таких как обрезка бегунов или ворот (каналы, которые управляли пластиком в полость формы), развертывание или вторичные операции, такие как сборка, покраска или печать. Во многих случаях избыточный материал от бегунов может быть повторно использован и используется повторно, способствуя эффективности затрат и уменьшению отходов. Цикл затем повторяется.
Различные типы методов литья под давлением, используемых в Китае:
Несмотря на то, что основной процесс остается последовательным, расширенные возможности производства Китая позволяют использовать различные специализированные методы литья впрыскивания для удовлетворения разнообразных требований к продукту:
- Стандартное термопластическое литье в инъекции: Это наиболее распространенный метод, использующий термопластичные полимеры, которые могут быть многократно расплавлены и затвердевают. Это подходит для огромного количества потребительских и промышленных продуктов.
- Overdling: Этот метод включает в себя формование одного материала по другому ранее существовавшему компоненту (подложку), часто для создания продукта с несколькими материалами, цветами или текстурами (например, ручки с мягким захватом на инструментах, уплотнения на электронных корпусах). Подложка может быть пластиковым, металлическим или другим материалом.
- Вставьте формование: Аналогично перевороты, но здесь предварительно сформированные вставки (обычно металлические компоненты, такие как резьбовые вставки, контакты или электронные контакты) помещаются в форму перед инъекцией. Расплавленный пластик течет вокруг и инкапсулирует эти вставки, создавая одну интегрированную часть. Это усиливает прочность, функциональность или обеспечивает электрическую проводимость.
- Двух выстрела (многократный) литье под давлением: Этот расширенный процесс производит детали с двумя или более разными пластиковыми материалами или цветами в одном цикле литья, часто в одной и той же машине. Он устраняет необходимость в сборке и позволяет создавать сложные конструкции с различными свойствами материала или эстетическими особенностями.
- Газовая инъекционная формование: Для деталей с толстыми участками или тех, кто требует улучшенной поверхностной отделки и уменьшенной оценки раковины, инертный газ (например, азот) вводится в полость формы после частичного выстрела расплавленного пластика. Газ создает внутренние каналы, толкая пластик к стенам плесени и уменьшая использование материала и время охлаждения.
- Жидкая силиконовая резиновая резина (LSR) Инъекционное формование: Этот процесс специально разработан для жидкого силиконового каучука, терморетического материала, известного своей гибкостью, высокотемпературной сопротивлением и биосовместимостью. Он часто используется для медицинских устройств, печатей и потребительских товаров.
- Тонкостенное формование: Этот метод фокусируется на производстве деталей с чрезвычайно тонкими стенами, обычно для применений, где являются решающими сокращением материала, легким весом и быстрым временем цикла, такие как упаковка или одноразовые потребительские товары.
- Горячие плесень бегуны против холодных форм бегуна: Они относятся к системе бегунов (каналы, которые направляют расплавленный пластик к полостям формы).
- Холодные формы: Пластик в бегунах остывает и затвердевает вместе с частью. Этот материал бегуна затем выбрасывается и должен быть удален из детали, часто перерабатывая. Они проще и дешевле в строительстве, но могут генерировать больше отходов.
- Горячие формы бегуна: Бегуны остаются нагреваемыми, поэтому пластик внутри них остается расплавленным на протяжении всего цикла. Это означает отсутствие материальных отходов от бегунов, что приводит к более эффективному использованию материалов, более быстрому циклом и часто лучшей косметической отделке с детали. Они более сложные и дорогие для инструмента изначально.
Материалы, обычно используемые в формовании инъекции в Китае:
Китайские инъекционные формовочные помещения работают с обширным ассортиментом термопластичных материалов, выбранных на основе желаемых механических, тепловых, химических и эстетических свойств конечного продукта. Некоторые из наиболее часто используемых материалов включают:
- Полипропилен (стр.): Универсальный и экономичный термопластик, известный своей превосходной химической устойчивостью, устойчивостью к усталости и гибкостью. Он широко используется в упаковке, автомобильных компонентах, потребительских товарах и живых петлях.
- Акрилонитрил бутадиен стирол (АБС): Жесткий, жесткий и устойчивый к воздействию инженерный термопластик с хорошими эстетическими качествами. Он часто используется для корпусов электронных устройств, автомобильных деталей интерьера, игрушек (например, кирпичей LEGO) и потребительских товаров из -за его способности быть легко формированным и отделанным.
- Поликарбонат (ПК): Высокопроизводительный, сильный и исключительно устойчивый к воздействию термопластичный, часто прозрачный. Он предлагает хорошую теплостойкость и устойчивость размеров, что делает его подходящим для таких приложений, как линзы, защитные очки, электронные корпуса и автомобильные компоненты.
- Полиэтилен (PE): Доступные в различных плотностях (HDPE, LDPE, LLDPE), полиэтилен известен своей гибкостью, химической устойчивостью и хорошими свойствами электрической изоляции. Он обычно используется для бутылок, контейнеров, мешков и труб.
- Нейлон (полиамид - ПА): Сильный, прочный инженерный пластик с хорошей износостойкой, химической стойкостью и высокотемпературными характеристиками. Он часто усиливается стеклянными волокнами для увеличения прочности и используется в автомобильных деталях (например, компоненты двигателя, разъемы), передачи и подшипников.
- Полистирол (PS): Поставляется в общем назначении (GPP, четкие и хрупкие) и высокие (бедра, непрозрачные и более жесткие). Это недорого и используется для одноразовых столовых приборов, корпусов компакт -диска и корпусов приборов.
- Поливинилхлорид (ПВХ): Прочный и универсальный материал, доступный в жестких и гибких формах. Он предлагает хорошую химическую стойкость и используется в трубах, фитингах, оконных рамках и медицинских устройствах.
- Термопластичные эластомеры (TPE/TPR): Эти материалы сочетают в себе свойства резины и пластика, предлагая гибкость, хорошую сцепление и амортизационное поглощение. Они используются для ручек, уплотнений, уплотнений, прокладок и компонентов.
Анализ затрат на литье инъекции в Китае
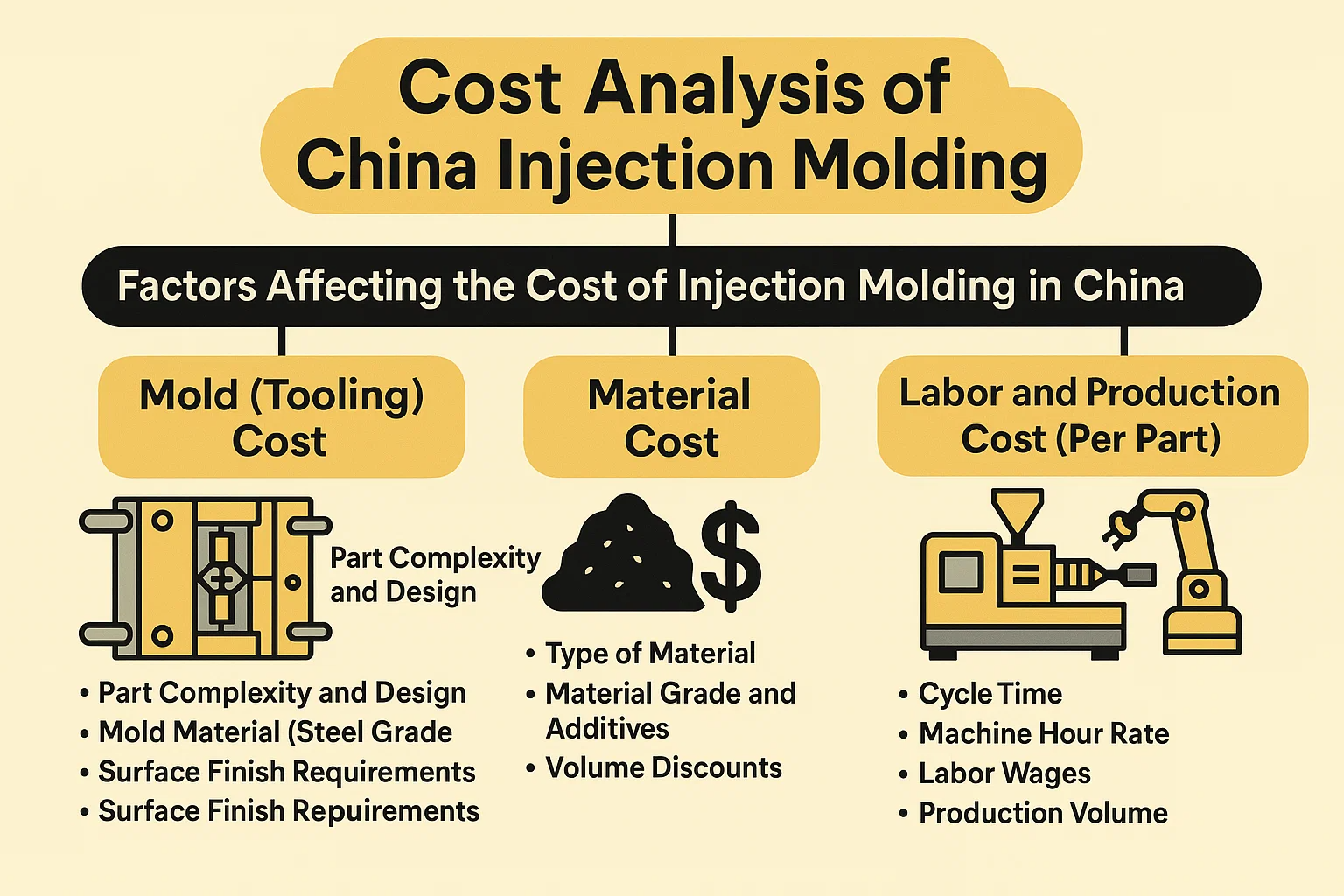
Одним из основных мотивов для компаний выбирать Китай для литья инъекционного формирования, является воспринимаемое преимущество затрат. В то время как Китай обычно предлагает более конкурентоспособные цены, чем многие западные страны, понимание различных факторов, которые способствуют общей стоимости, имеет решающее значение для точного бюджета и предотвращения неожиданных расходов. Общая стоимость проекта литья инъекционного литья может быть в целом классифицирована на стоимости плесени (инструментов), стоимости материала и производственной (трудовой/машинной).
Факторы, влияющие на стоимость литья инъекции в Китае:
-
Плесень (инструмент) Стоимость: Это часто является наиболее значимым авансовым инвестициями и может резко варьироваться.
- Частично сложность и дизайн: Простые детали с однородной толщиной стенки, минимальными подкоками и прямыми геометриями требуют менее сложных форм, что приводит к более низким затратам на инструментирование. И наоборот, замысловатые детали с мелкими деталями, жесткие допуски, множественные подрезы, требующие побочных действий или подъемников, и сложные текстуры, потребуют более сложных и дорогих форм, часто требующих более продвинутой обработки (например, EDM) и более длительного времени сборки.
- Материал пресс -формы (стальная оценка): Тип стали, используемой для формы, напрямую влияет на его стоимость и срок службы.
- P20, 718H: Это общий выбор для прототиповых форм или производства с более низким объемом, предлагая хороший баланс затрат и производительности.
- NAK80, H13: Такие закаленные стали, как эти, значительно дороже, но предлагают превосходную долговечность, теплостойкость и возможности отделки поверхности, что делает их идеальными для больших объемов, длинных производственных форм.
- Количество полостей: Плесень может иметь одну полость (производящую одну часть за цикл) или несколько полостей (производя несколько частей на цикл). Многокавитанные формы имеют более высокую начальную стоимость инструмента, но значительно снижают стоимость производства за час за счет увеличения производства за цикл, что делает их экономически эффективными для прогонов с высоким объемом.
- Основание и компоненты плесени: Размер формы, тип системы бегуна (Hot Runner против холодного бегуна) и качество стандартных компонентов плесени (выводы эжектора, слайды и т. Д.) - все это способствует стоимости инструмента. Горячие формы бегуна, хотя и сначала дороже, сэкономить на материалах отходов и времени цикла, что приводит к снижению затрат на первое место в большом объеме.
- Требования к поверхности: Высокополированные поверхности (например, отделка SPI A-1) или сложные текстуры требуют более интенсивных трудовых и специализированных методов инструментов, добавляя стоимость плесени.
- Ожидаемая продолжительность жизни плесени: Производители проектируют формы для определенного количества циклов (выстрелов). Плесень, предназначенная для более высокого срока службы (например, 1 миллион выстрелов), будет построена с более надежными материалами и точностью, что приведет к более высокой стоимости, чем плесень, предназначенная для 50 000 выстрелов.
-
Стоимость материала: Стоимость самой пластической смолы является прямым и часто значимым компонентом стоимости за час.
- Тип материала: Как обсуждалось, товарные пластмасс, такие как PP или ABS, значительно дешевле на килограмм, чем инженерные пластмасс, такие как ПК, нейлон или высокопроизводительные полимеры (например, Peek, Ultem).
- Материал и добавки: Девственные материалы дороже, чем переработанные оценки. Включение добавок, таких как ультрафиолетовые стабилизаторы, огнестойкие, стеклянные волокна (для прочности), цветовые (особенно пользовательские цвета, белые или прозрачные) или специальные функциональные добавки, увеличит затраты на материал.
- Объемные скидки: Большие закупки материала для масштабирования больших объемов могут часто обеспечить лучшие цены от поставщиков.
- Рыночные колебания: Глобальные цены на смолы подпадают под рыночный спрос, цены на нефть и динамику цепочки поставок, что может повлиять на стоимость за час.
-
Стоимость труда и производства (на часть): Это стоимость, связанная с управлением формованными машинами для инъекций и вовлеченным трудом.
- Время цикла: Время, необходимое для производства одной части (или одного выстрела из мульти-кавитистической формы), является критическим драйвером затрат. Более короткое время цикла означает, что больше деталей может быть получено в час, что снижает стоимость за час. Факторы, такие как конструкция части (толщина стенки), свойства материала, эффективность охлаждения плесени и возможности машины, влияют на время цикла.
- Ставка часа машины: Это включает в себя стоимость электроэнергии, амортизацию машины, техническое обслуживание и накладные расходы, выделенные на время работы машины. Большие, более сложные машины обычно имеют более высокие почасовые ставки.
- Трудовая заработная плата: Затраты на рабочую силу Китая, хотя и растут, по -прежнему значительно ниже, чем во многих западных странах. Это ключевой фактор в общем преимуществе.
- Объем производства: Это, пожалуй, самый эффективный фактор на стоимость за час.
- Экономия масштаба: Фиксированные затраты (например, инструмент) амортизируются в течение общего количества произведенных деталей. Чем выше объем производства, тем ниже стоимость для каждого объекта как для инструмента, так и для настройки.
- Настройка и смена: Каждый раз, когда изменяется плесень или создается новый производственный запуск, существуют затраты, связанные со временем простоя и трудом. Более высокие объемы уменьшают частоту этих изменений, оптимизируя эффективность.
- Пост-обработка: Любые второстепенные операции, такие как Deburring, сборка, рисование, печать или специализированная упаковка, добавят к стоимости за час.
Сравнение затрат с другими странами:
Исторически Китай предложил значительные преимущества затрат в литье инъекционного литья, особенно для производства среднего до большого объема.
- Китай против западных стран (например, США, Европа): Китайские затраты на формование на инъекция обычно 20-50% ниже чем в Соединенных Штатах и 30-60% ниже чем в Европе. Этот разрыв в первую очередь обусловлен:
- Более низкие затраты на рабочую силу: Квалифицированный труд в Китае по -прежнему командует более низкой заработной платой.
- Конкурентное инструмент: Стоимость проектирования и производства форм в Китае, как правило, намного ниже благодаря эффективным магазинам инструментов, более низкой затрат на материалы (особенно для инструментов) и конкурентной заработной платы для производителей плесени.
- Экономия масштаба: Огромные производственные мощности Китая позволяют обеспечить крупномасштабное производство, что еще больше снижает затраты на единицу.
- Интегрированная цепочка поставок: Зрелая и взаимосвязанная цепочка поставок для сырья, машин и вспомогательных услуг помогает снизить затраты.
- Китай против развивающейся экономики (например, Вьетнам, Индия, Мексика): В то время как такие страны, как Вьетнам, Индия и Мексика, становятся более дешевыми альтернативами, особенно для определенных типов продуктов или для компаний, ищущих региональную диверсификацию, Китай часто все еще поддерживает преимущество в:
- Инструментальная сложность и возможности: Для сложных плесени и высоких деталей в Китае опыт работы в Китае, как правило, более продвинут.
- Зрелость цепочки поставок: Установленная и обширная цепочка поставок Китая для литья под давлением трудно соответствовать.
- Масштабируемость: Для очень крупных проектов потенциал и эффективность Китая часто превосходят.
- Растущие затраты в Китае: Важно отметить, что затраты на рабочую силу в Китае неуклонно росли, а такие факторы, как тарифы и геополитические соображения, могут повлиять на общее уравнение затрат. Однако для многих проектов, особенно тех, которые требуют сложного инструмента или больших объемов, Китай остается высококонкурентным.
Советы по снижению затрат на литье в инъекциях:
- Оптимизируйте дизайн детали для производства (DFM):
- Упростить геометрию: Уменьшите сложные особенности, подрезки и ненужные тонкости.
- Поддерживайте единую толщину стенки: Это способствует последовательному охлаждению, сокращает время цикла, предотвращает деформацию и следы раковины и упрощает дизайн плесени.
- Добавить рафы: Убедитесь, что адекватный черновик (конус) на всех вертикальных стенках, чтобы обеспечить легкий выброс деталей, уменьшение силы выброса и потенциального ущерба, а также предотвращение дорогостоящих модификаций плесени.
- Включите ребра и гусеты: Вместо увеличения толщины стенки для прочности используйте ребрышки и сгустки, чтобы добавить жесткость при минимизации использования материала и времени охлаждения.
- Рассмотрим самообеспечение или универсальные части: Проектирование деталей, которые можно использовать взаимозаменяемо (например, верхняя и дно, которые являются идентичными), может уменьшить количество необходимых уникальных форм.
- Стратегический выбор материалов:
- Выберите стандартные материалы: Выберите общепринятые и менее дорогие смолы, такие как PP или ABS, если только конкретные требования к производительности не требуют инженерных или высокопроизводительных пластмасс.
- Минимизировать изменения цвета: Использование «натуральной» или черной смолы часто является самой дешевой. Пользовательские или уникальные цвета добавляют затраты из -за расходов на окраску и очистки машин между пробегами.
- Рассмотрим переработанный контент: Если подходит для вашего применения, использование переработанных термопластов может снизить затраты на материал.
- Оптимизировать объем производства:
- Сопоставьте кавитацию с томом: Для очень высоких объемов инвестируйте в многоцелевую плесень, чтобы снизить стоимость за час. Для более низких объемов однократная форма или даже быстрая прототипная форма (например, алюминий) может быть более рентабельной.
- Консолидировать заказы: Если у вас есть несколько частей, производя их одновременно или консолидирующие заказы могут использовать экономику масштаба для материалов и производства.
- Работайте в тесном контакте со своим поставщиком по инструментам:
- Обсудить материал плесени: Поймите компромиссы между стоимостью плесени и сроком службы на основе вашего прогнозируемого объема производства.
- Рассмотрим Hot vs. Cold Runner: Для больших объемов первоначальная более высокая стоимость горячей плесени может быть быстро смещена за счет экономии материала и более быстрого цикла.
- Договориться о владении инструментами: Уточните, кто владеет плесенью и условиями для ее обслуживания и хранения.
- Эффективное общение и контроль качества:
- Обеспечить четкие спецификации: Подробные 2D -рисунки с допускими и моделями 3D CAD необходимы, чтобы избежать неправильной интерпретации и дорогостоящей переделки.
- Реализовать надежные проверки качества: Проактивное контроль качества может предотвратить дорогостоящий лом, переработку и доставку дефектных частей.
- Упрощенная логистика и упаковка:
- Оптимизируйте методы доставки: Скорость баланса (воздушная фрахта) с стоимостью (морской груз) на основе вашей временной шкалы.
- Простая упаковка: Стандартная объемная упаковка дешевле, чем пользовательская розничная упаковка.
Контроль качества в китайском инъекционном формовании
Хотя экономическая эффективность является основной ничьей для литья в инъекциях Китая, достижение и поддержание высокого качества продукции имеет первостепенное значение. Без строгого контроля качества (QC) даже самые низкие цены могут привести к значительным потерям благодаря дефектным продуктам, неудовлетворенности клиентов, повреждению бренда и дорогостоящим переделкам или отзывам. Понимание того, как качество управляется, какие проблемы искать и сертификаты для поиска необходимо для успешного производственного партнерства.
Важность контроля качества:
Контроль качества - это не просто запоздалая мысль; Это неотъемлемая часть всего жизненного цикла производства, от дизайна до доставки. Его важность не может быть переоценит в литье под давлением, особенно при аутсорсинге:
- Обеспечение надежности и производительности продукта: Последовательное качество гарантирует, что каждая часть функционирует в соответствии с предполагаемой, соответствует спецификациям проектирования и надежно выполняет свое конечное применение.
- Минимизация дефектов и отходов: Эффективный QC выявляет проблемы в начале этого процесса, предотвращая производство больших партий дефектных частей, тем самым уменьшая отходы материала, потребление энергии и затраты на переработку.
- Поддержание репутации бренда: Высококачественные продукты укрепляют доверие клиентов и лояльность, улучшая изображение вашего бренда и рыночное положение. И наоборот, качественные сбои могут быстро запятнать репутацию.
- Соблюдение отраслевых стандартов и правил: Многие отрасли (например, медицинские, автомобильные, аэрокосмические) имеют строгие нормативные требования, которые должны соответствовать формованным деталям. КК обеспечивает соответствие.
- Экономия стоимости в долгосрочной перспективе: В то время как внедрение мер QC имеет первоначальные затраты, он экономит значительно больше, предотвращая дорогостоящие отзывы, гарантийные претензии, доходность и необходимость отказа и восстановления деталей.
- Предсказуемое производство: Надежная система QC приводит к более предсказуемым результатам производства, меньшему количеству задержек и более надежным графикам доставки.
Проблемы общего качества и как их избежать:
Несмотря на точность литья под давлением, могут возникнуть различные дефекты. Признание их и понимание их причин является ключом к профилактике и эффективному решению проблем с вашим китайским производителем.
-
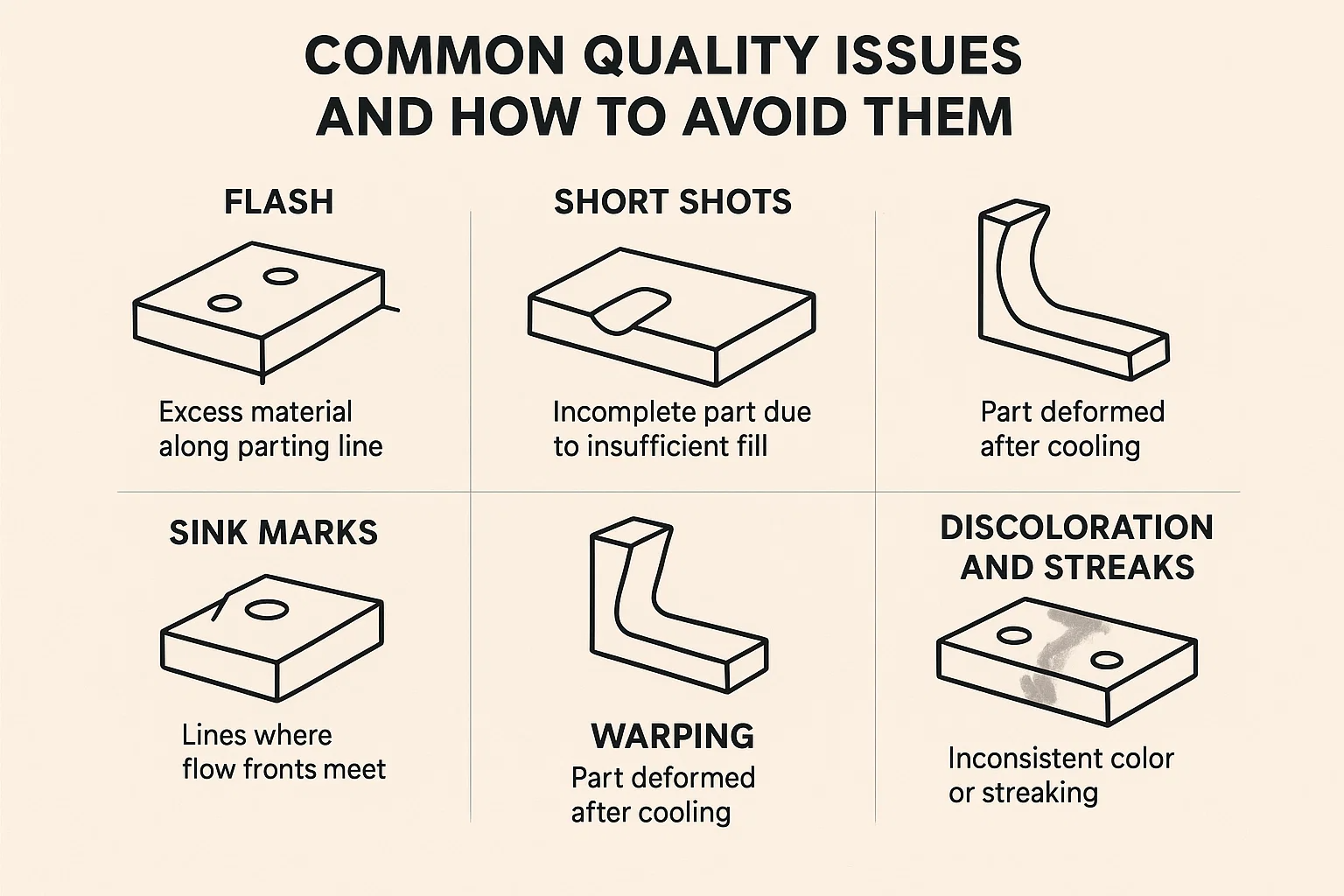
Flash (или Burrs):
- Описание: Избыточный материал просачивается из полости плесени, образуя тонкий, нежелательный слой вдоль линии расставания детали.
- Причины: Слишком много давления или скорости впрыска, недостаточная сила зажима, изношенные плесени, смещение плесени или плохую конструкцию плесени (например, неправильное герметизация).
- Избегание: Оптимизировать параметры впрыска (давление, скорость), обеспечить достаточную силу зажима, регулярное обслуживание и проверку плесени, а также точную конструкцию плесени.
-
Короткие снимки (или не зажигания):
- Описание: Неполная часть, где расплавленный пластик не полностью заполнял полость пресс -формы, что привело к отсутствующим участкам.
- Причины: Недостаточный материал вводится, низкое давление/скорость впрыска, вязкость материала слишком высокая, температура плесени слишком низкую или захваченный воздух/недостаточный вентилятор.
- Избегание: Увеличить размер выстрела, увеличить давление/скорость впрыска, обеспечить правильную температуру расплава, оптимизировать температуру плесени, улучшить вентиляцию плесени или рассмотреть изменения местоположения затвора.
-
Оценки раковины:
- Описание: Депрессии или мелкие кратеры на поверхности литой части, обычно в более толстых участках.
- Причины: Неровное охлаждение пластика, особенно когда более толстые секции охлаждаются медленнее и сжимаются внутрь, или недостаточное количество упаковки/удержания.
- Избегание: Проектируйте детали с равномерной толщиной стенки, немного увеличивают давление и время удержания, немного понижают расплав или температуру для пресс -формы, или модернизируйте деталь, чтобы уменьшить толстые участки.
-
Деформация (или искажение):
- Описание: Деформированные или скрученные детали, которые не сохраняют их предполагаемую форму после охлаждения.
- Причины: Неровные скорости охлаждения во всей детали, внутренние напряжения от усадки материала или неправильная конструкция плесени (например, отсутствие равномерной толщины стенки, недостаточные каналы охлаждения).
- Избегание: Убедитесь, что равномерное охлаждение и температуру пресс -формы, оптимизируйте время охлаждения, проектируйте детали с постоянной толщиной стенки или рассмотрите изменения материала с более низкими скоростями усадки.
-
Сварные линии (или вязаные линии):
- Описание: Видимые линии или выемки, где два или более потоковых фронтов расплавленного пластика встречаются и переоценивают, часто вокруг отверстий или вставки. Это может быть косметической или структурной слабостью.
- Причины: Расплавленный пластик затвердевает перед полным смешиванием, низкой температурой расплава или температуры плесени или плохим размещением ворот.
- Избегание: Увеличить температуру расплава/плесени, увеличить скорость впрыска, оптимизировать местоположение затвора, чтобы минимизировать пути потока или использовать материалы с лучшими характеристиками потока.
-
Обесцвечивание и полосы:
- Описание: Непоследовательный цвет, полоски или пятна на поверхности детали.
- Причины: Загрязнение в сырье, ненадлежащее смешивание цветов, деградация материала из -за чрезмерного тепла или остатка в стволе машины/сопло.
- Избегание: Убедитесь, что чистота сырья, правильную сушку гигроскопических материалов, точное дозирование цветов, оптимизированное управление температурой расплава и обычная очистка машин.
-
Пустоты (или пузырьков):
- Описание: Порные пузырьки воздуха или пустые карманы в формованной части.
- Причины: Недостаточное давление на упаковке, захваченные газы от влаги или деградации материала или быстрое охлаждение, которое закрывает внешнюю кожу, прежде чем ядро может затвердеть.
- Избегание: Увеличивайте давление упаковки, обеспечивает правильную сушку материала, улучшила вентиляцию плесени или оптимизирует скорости охлаждения.
Меры контроля качества и сертификаты:
Уважаемые производители китайских литьев инъекций внедряют комплексные меры QC на протяжении всего производственного процесса. При проверке поставщиков ищите доказательства следующего:
-
Обзор дизайна для производства (DFM): КК начинается на этапе дизайна. Хороший производитель рассмотрит вашу часть конструкции на наличие потенциальных проблем с литья (например, толщины стен, угла, углы, подрезки) перед изготовлением плесени, предотвращая дорогостоящие ошибки вниз по линии.
-
Входящая проверка материала (IQC):
- Проверка сырья (смолы) против спецификаций (например, лист данных безопасности материала - MSDS, Сертификат анализа - COA).
- Проверка правильной сушки гигроскопических материалов, поскольку влага может вызвать дефекты.
-
Плесень/инструмент проверка:
- Тщательный осмотр изготовленной плесени перед производственными прогонами, включая проверки размеров, проверку поверхности и тесты функциональности (например, система горячего бегуна, механизм выброса).
- Первая проверка статьи (FAI): Создание небольшой партии деталей («Первая статья») из новой формы и выполнение подробного осмотра размерных и функциональных испытаний. Это важный шаг для проверки точности формы перед массовым производством.
-
В процессе управления качеством (IPQC):
- Мониторинг параметров: Непрерывный мониторинг и контроль параметров критического литья (температура, давление, время цикла, скорость впрыска) с использованием методов статистического управления процессом (SPC) для обеспечения согласованности.
- Визуальные проверки: Регулярные визуальные проверки операторами для дефектов, таких как вспышка, обесцвечивание или короткие снимки.
- Проверки размеров: Периодические измерения деталей во время производства с использованием штангенциркуля, микрометров, CMM (координатная измеренная машина) или оптические компараторы, чтобы убедиться, что они остаются в пределах определенных допусков.
- Выборка: Реализация определенного плана выборки (например, AQL - приемлемый предел качества) для проверки подмножества частей через регулярные промежутки времени.
-
Окончательный контроль качества (FQC) / Инспекция предварительного корабля:
- Последний, всесторонний осмотр готовых продуктов перед упаковкой и отгрузкой. Это включает в себя визуальное, размерное и часто функциональное тестирование.
- Проверка упаковки и маркировки.
- Часто на этом этапе используются сторонние инспекционные агентства для объективной оценки.
Сертификаты:
Сертификаты демонстрируют приверженность производителя устоявшимся системам управления качеством и конкретные отраслевые стандарты.
- ISO 9001: Это самый распространенный и фундаментальный международный стандарт для систем управления качеством (QMS). У сертифицированной компании ISO 9001 есть документированная система для управления его процессами, обеспечения согласованности, удовлетворенности клиентов и постоянного улучшения. Это базовое ожидание для любого авторитетного китайского производителя.
- ISO/TS 16949 (теперь IATF 16949): Это конкретный стандарт управления качеством для автомобильной промышленности. Производители с этой сертификацией очень опытны в строгих требованиях к качеству, управлению процессами и постоянным улучшениями, что делает их идеальными партнерами для автомобильных компонентов.
- ISO 13485: Этот стандарт определяет требования к комплексной системе управления качеством для проектирования и производства медицинских
- CE, Rohs, Reach, FDA и т. Д.: Это сертификаты соответствия, относящиеся к конкретным продуктам, относящиеся к определенным рынкам или материальным ограничениям. Несмотря на то, что он не является сертификацией QMS, знакомство производителя с этими стандартами и способностью производить соответствующие детали является сильным показателем их качественных возможностей.
Поиск правильного партнера по формированию литья в Китае
Выявление и обеспечение надежного и компетентного партнера по формированию инъекций в Китае, возможно, является самым важным шагом для успеха вашего проекта. Рынок огромный, с тысячами поставщиков, от небольших мастерских до крупных, высоко автоматизированных фабрик. Навигация по этому ландшафту требует стратегического подхода, тщательной должной осмотрительности и понимания эффективных общения и культурных нюансов.
Где найти инъекционные формовые компании в Китае:
Есть несколько возможностей для изучения при поиске потенциальных партнеров по производству:
-
Онлайн платформы и каталоги B2B: Это часто первая остановка для многих предприятий из -за их обширных баз данных и доступности.
- Alibaba.com: Крупнейший мировой рынок B2B, предлагающий огромный выбор производителей. Используйте фильтры для «проверенного поставщика», «Обслуживание торговли» и конкретные категории продуктов, чтобы сузить ваш поиск. Обзор профилей поставщиков, историю транзакций и отзывы клиентов.
- Глобальные источники (GlobalSources.com): Подобно Alibaba, с сильным акцентом на электронику, компоненты и более специализированные отрасли. Известно более подробными профилями компаний.
- Made-in-china.com: Другая выдающаяся платформа, предлагающая широкий спектр поставщиков в различных отраслях, включая пластмассы и формование.
- Специализированные производственные каталоги: Некоторые веб -сайты или отраслевые ассоциации могут предложить более курируемые списки производителей, специально ориентированных на литье в инъекционном формовании или ваш конкретный тип продукта.
- Управляемые услуги по источникам: Такие компании, как Xometry или союзники, предлагают управляемые услуги, где они имеют проверку сети китайских поставщиков и обрабатывают коммуникацию и управление проектами от вашего имени, что может быть полезно для тех, кто новичок в поиске в Китае или с ограниченными ресурсами.
-
Выставки выставки: Посещение выставки в Китае предлагает беспрецедентную возможность для личного взаимодействия, посещений фабрики и непосредственной оценки возможностей.
- Чинаплас: Возможно, это ведущая в мире пластика и ярмарка торговли резиной, которая ежегодно проводится в Китае (чередуются между Шэньчжэнь и Шанхай). Это важное событие для обнаружения новых технологий, материалов и соединения с огромным количеством производителей и поставщиков услуг для литья под давлением.
- Умереть и плесени Китай: Другая значительная выставка, посвященная специально предприятию на производстве плесени и матрицы, которая является неотъемлемой частью литья под давлением.
- Кантонская ярмарка (ярмарка импорта и экспорта Китая): В то время как более широкая выставка, охватывающая почти все категории продуктов, ярмарка Canton часто имеет значительный раздел, посвященный механизмам и промышленным продуктам, где выставляются инъекционные формовочные компании.
- Отраслевые ярмарки: В зависимости от вашего продукта (например, автомобильных запчастей, медицинских устройств), в Китае могут быть специализированные выставки, где вы можете найти производителей с соответствующим опытом и сертификатами.
-
Рефералы и сети:
- Отраслевые связи: Используйте свою профессиональную сеть. Спросите коллег, сверстников промышленности или консультантов на рекомендации, основанные на их позитивном опыте.
- Агенты/консультанты по источникам: Опытные агенты или консультанты с сильным присутствием и сетью в Китае могут оказать бесценную помощь. Они часто имеют предварительно проверенные списки надежных поставщиков и могут преодолеть культурные и коммуникационные пробелы.
Осуществление: проверка возможностей и опыта поставщика:
Как только у вас есть список потенциальных партнеров, строгая должная осмотрительность имеет решающее значение. Не полагайтесь исключительно на онлайн -профили.
-
Запросить комплексную информацию компании:
- Лицензия на бизнес и регистрация: Запросите копию их официальной лицензии на бизнес. Проверьте его легитимность через официальные базы данных правительства Китая (например, национальная информация о национальной информации о кредитной информации - NECIPS). Это подтверждает, что они являются юридически зарегистрированной организацией.
- Сертификаты: Спросите копии соответствующих сертификатов (ISO 9001, ISO 13485, IATF 16949 и т. Д.) И, если это возможно, проверьте их подлинность с помощью органов -эмитентов.
- Экспортная лицензия: Убедитесь, что они имеют необходимые лицензии на экспорт товаров из Китая.
- Профиль компании и история: Поймите их годы в бизнесе, размере компании, количестве сотрудников и основных рынках. Более длительная эксплуатационная история часто указывает на стабильность.
-
Оценить возможности производства:
- Список оборудования: Запросите подробный список их механизма, в том числе тоннажи, бренды и возраст. Это указывает на их способность и способность обрабатывать размер вашей части.
- Возможности инструмента: Спросите, есть ли у них внутренний дизайн плесени и производственные возможности или они на аутсорсинг. Внутренние инструменты часто обеспечивают лучший контроль над качеством и временем потери.
- Производственные мощности: Обсудите их ежедневные/ежемесячные производственные мощности, относящиеся к объему проекта.
- Материальное опыт: Подтвердите их опыт работы с конкретными пластиковыми материалами, которые вы планируете использовать.
- Вторичные операции: При необходимости узнайте об их возможностях для процессов после состава, таких как сборка, покраска, печать, ультразвуковая сварка и т. Д.
- Пример деталей: Запросите образцы деталей, которые они ранее отлисили (в идеале схожи по сложности или материалу для вас). Это дает вам осязаемое чувство их качества.
-
Оценить системы контроля качества:
- Документация по QMS: Попросите их руководство по системе управления качеством (QMS) или процедуры, особенно связанные с входящим инспекцией материала, контролем в процессе и окончательной проверке.
- Инспекционное оборудование: Поиск об их инструментах проверки (CMM, суппорты, датчики, оптические компараторы).
- Отслеживание: Поймите их систему для отслеживания материалов и производственных партий.
- Управление дефектами: Как они определяют, документируют и решают проблемы качества?
- Сторонние аудиты: Подумайте о найме сторонней инспекционной компании для проведения фабричного аудита. Это обеспечивает объективную оценку их объектов, процессов и систем качества.
-
Проверка финансовой стабильности (если возможно): Несмотря на то, что он труднее получить напрямую, финансово стабильный поставщик с меньшей вероятностью прекратит работу в середине проекта. Агент по источникам или торговое кредитное агентство может дать некоторую информацию.
-
Ссылки: Запросите ссылки у существующих или прошлых международных клиентов и фактически свяжитесь с ними, чтобы узнать об их опыте в отношении качества, доставки, общения и решения проблем.
Общение и культурные соображения:
Эффективное общение имеет первостепенное значение для успеха и преодоления потенциальных проблем при работе с китайскими производителями.
-
Языковые барьеры:
- Условство английского: В то время как многие китайские профессионалы бизнеса говорят по -английски, уровни мастерства варьируются. Используйте четкий, краткий язык. Избегайте сленга, жаргона и чрезмерно сложных предложений.
- Письменное общение: Предпочитаю письменное общение (электронная почта, сообщения WeChat), чтобы обеспечить четкую запись дискуссий и решений. Используйте пули и пронумерованные списки для ясности.
- Визуальные эффекты: Используйте модели 3D CAD, подробные 2D -чертежи с допускими, аннотированными фотографиями и видео для точного передачи информации. «Картинка стоит тысячи слов» особенно верна здесь.
- Выделенный контактный человек: Старайтесь установить отношения с конкретным англоговорящим контактным лицом, который отвечает за ваш проект.
-
Культурные нюансы:
- Гуанси (отношения): В Китае отношения высоко ценятся в бизнесе. Инвестирование времени в укрепление доверия и взаимопонимания («гуанси») может привести к более плавным операциям, большей гибкости и лучшим результатам. Это может включать регулярное общение, проявление уважения, а иногда и даже социальные обязательства.
- «Сохранение лица» (Mianzi): Эта концепция имеет решающее значение. Китайская деловая культура часто избегает прямой «нет» или открытой конфронтации, чтобы не заставлять кого -либо «потерять лицо» (смущение, потеря достоинства или репутация).
- Подразумеваемое: «Да» иногда может означать «может быть», «я понимаю вопрос» или «Я попробую». Это не всегда гарантирует возможности или согласие.
- Стратегия: Будьте терпеливы и подтвердите понимание. Задайте открытые вопросы. Вместо «Можете ли вы сделать это?», Попробуйте «Как вы достигнете X?» или "Какие проблемы вы предвидите с Y?" Ищите подробные объяснения и действенные планы, а не просто простое утверждение. Избегайте публичной критики или непосредственной оспаривания вашего контакта; предоставить обратную связь конструктивно и в частной собственности.
- Иерархия: Уважайте цепочку команды. Решения часто происходят от более высокого уровня. Поймите, кто является лиц, принимающими решения, и постарайтесь установить с ними взаимопонимание.
- Терпение и долгосрочный взгляд: Создание успешных производственных отношений в Китае часто требует времени. Будьте терпеливы, инвестируйте в отношения и сосредоточены на долгосрочной взаимной пользе, а не на чисто транзакционных взаимодействиях.
- Стиль переговоров: Будьте готовы к другому стилю переговоров. Иногда начальные цитаты могут быть высокими, ожидая переговоров. Сосредоточьтесь на беспроигрышных результатах.
Прототипирование и инструменты
Перед тем, как погрузиться в массовое производство, две критические этапы в пешеходном путешествии под давлением являются прототипированием и инструментами. Эти этапы сыграют важную роль в проверке вашего дизайна, обеспечении производства и подготовке к эффективному, высококачественному производству.
Роль прототипирования в литье под давлением:
Прототипирование - это создание предварительных физических моделей вашего продукта или его компонентов. Для литья под давлением прототипы выполняют несколько жизненно важных функций:
-
Проверка и уточнение дизайна:
- Форма, подгонка и функция (FFF): Прототипы позволяют физически оценить, являются ли размеры, форму и функции вашей части, если они соответствуют другим компонентам в сборке, и если он выполняет свою предполагаемую функцию в реальной среде.
- Раннее обнаружение дефектов: Многие недостатки дизайна или проблемы, связанные с сборкой, эргономикой или структурной целостностью, очевидны только в физической модели, а не на экране. Поймать эти ранние сэкономит огромное время и стоимость вниз по течению.
- Эстетическая оценка: Прототипы обеспечивают осязаемое представление о внешности продукта, что позволяет эстетическим корректировкам, прежде чем приобрести дорогостоящий производственный инструмент.
-
Эффективность экономии:
- Избегая дорогостоящей переделки: Изменение готовой производственной формы чрезвычайно дорого и отнимает много времени. Прототипирование идентифицирует проблемы с проектированием заранее, что позволяет обеспечить недорогие цифровые или быстрые корректировки прототипа до того, как плесень будет вырезана. «Откажись рано, провалится дешево».
- Материал и процесс тестирования: Хотя прототипы часто не изготавливаются из конечного производственного материала или с производственной формой, могут помочь подтвердить аспекты поведения материала или выделить потенциальные проблемы с формированием.
-
Ускоренное время на рынок: Оптимизируя процесс проверки проектирования, прототипирование помогает снизить общие циклы разработки продукта, позволяя вам быстрее вывести ваш продукт на рынок.
-
Улучшенная связь и сотрудничество: Физический прототип служит универсальным языком среди дизайнеров, инженеров, маркетинговых команд и заинтересованных сторон. Это облегчает более четкие дискуссии, согласуется с ожиданиями и гарантирует, что все находятся на одной странице об конечном продукте.
Методы прототипирования (формование перед инъекцией):
В то время как «прототип инъекционного литья» (с использованием алюминиевых или мягких стальных инструментов для прогонов с низким объемом) существует, более ранние стадии прототипирования часто используют другие методы:
- 3D -печать (аддитивное производство):
- Преимущества: Чрезвычайно быстрый, экономичный для отдельных единиц или очень низких объемов, позволяет создавать сложные геометрии, и итеративные изменения конструкции быстрые.
- Недостатки: Свойства материала, как правило, не повторяют фактические литьевые смолы (например, прочность, поверхностная отделка, тепловые свойства), не подходящие для больших объемов, и не могут по -настоящему подтвердить сам процесс литья инъекции. Лучше всего для ранних и подходящих проверок.
- Обработка ЧПУ:
- Преимущества: Может достичь высокой точностью, работает с более широким спектром пластмасс инженерного класса, которые ближе к конечным производственным материалам.
- Недостатки: Более дорогое и медленнее, чем 3D -печать, особенно для сложных деталей; Все еще не полностью повторяет напряжение/поток литья под давления.
- Вакуумное кастинг (уретановое кастинг):
- Преимущества: Подходит для производства небольших партий (10-50 единиц) деталей, которые внимательно имитируют литые детали впрыска с точки зрения внешнего вида и определенных механических свойств, используя силиконовые формы из основного рисунка.
- Недостатки: Не фактические формованные материалы для инъекций, могут иметь ограничения в размере частичности и сложности и только для очень низкого объема.
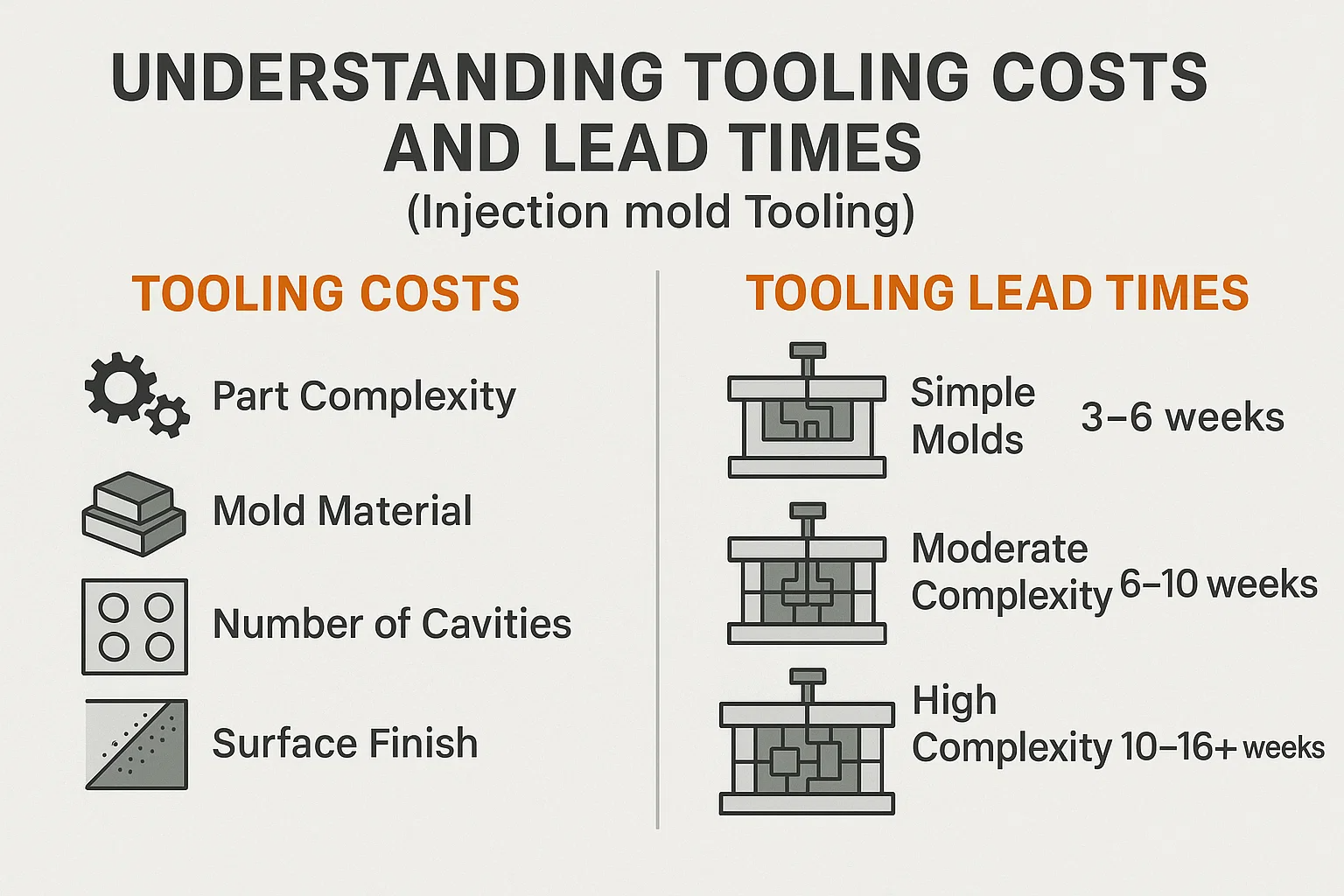
Понимание затрат на инструментирование и сроки срока (инструмент инъекционной формы):
Инструмент, или изготовление плесени, является наиболее значимым авансовым инвестициями в литье инъекционного литья. Понимание его затрат и сроков срока имеет решающее значение для планирования проекта и бюджета.
Стоимость инструмента:
Как обсуждалось ранее в анализе затрат, затраты на плесень влияют:
- Частичная сложность: Сложные конструкции с жесткими допусками, внутренними функциями, подрезанными подсказонами (требующими слайдами/подъемниками) или тонкими текстурами требуют более сложных и дорогих конструкций плесени и процессов обработки (например, EDM, резка проводов).
- Материал плесени:
- Алюминий (например, 7075-T6): Менее дорого, быстрее к машине, подходит для прототипирования или производства с низким объемом (например, от 1000 до 10 000 выстрелов). Более мягкий, поэтому износ может быть проблемой для больших объемов.
- P20 Сталь (предварительно упорно): Общий баланс затрат и долговечности, хорошего для производства среднего объема (например, от 10 000 до 100 000 выстрелов).
- Закаленная сталь (например, H13, S7, NAK80): Самый дорогой, но предлагает превосходную твердость, износную стойкость и долговечность, необходимые для большего объема производства (например, 100 000 до миллионов выстрелов) и деталей, требующих плотных допусков или превосходной поверхности.
- Количество полостей: Больше полостей увеличивают первоначальную стоимость плесени, но снижают стоимость за час за счет ускорения производства. Плесень из 4 кавити будет более дорогой, чем форма с одной кавитикой, но будет производить детали в четыре раза быстрее.
- Горячий бегун против Cold Runner System: Системы горячих бегунов являются более сложными и дорогостоящими для строительства, но устраняют отходы бегуна и могут сократить время цикла, предлагая долгосрочную экономию для производства больших объемов. Холодные формы бегуна проще и дешевле.
- Поверхностная отделка: Высококлассная или текстурированная отделка требует более сложной полировки или травления замыслова, добавляя к стоимости.
- Размер плесени: Большие детали требуют больших форм, которые потребляют больше стали и требуют большего времени обработки.
- Накладные расходы и прибыль поставщика: Они различаются между производителями.
Инструментальное время срока выполнения:
Время выполнения срока для изготовления плесени в Китае может значительно варьироваться в зависимости от сложности:
- Простые формы (отдельная полость, базовая геометрия, алюминиевая/P20 сталь): Может варьироваться от 3-6 недель .
- Умеренная сложность (мульти-кавити, некоторые подрезки, P20 Steel): Обычно 6-10 недель .
- Высокая сложность (многоэтажный, горячий бегун, сложные подрезки, закаленная сталь): Может взять 10-16 недель .
Эти сроки срока включают проектирование, получение материала, обработку, сборку и начальное тестирование (испытание T0). Крайне важно получить четкий график от вашего поставщика и включить его в ваш общий график проекта. Задержки в инструментах напрямую влияют на ваше время на рынке.
Проектирование для производства (DFM) Соображения:
Проектирование для изготовления (DFM), часто называемая конструкцией для формируемости в контексте литья под давлением, является практикой оптимизации дизайна продукта, чтобы сделать его проще, более экономически эффективным и более надежным для производства с использованием конкретного процесса. В начале этапа проектирования варьируется в DFM с вашим китайским партнером.
Ключевые соображения DFM для литья под давлением включают:
- Унифицированная толщина стенки:
- Принцип: Поддерживайте последовательную толщину стенки по всей части как можно больше.
- Почему: Неравномерная толщина стенки вызывает противоречивое охлаждение и усадку, что приводит к таким дефектам, как деформация, следы раковины (депрессии) и внутренние напряжения. Это также делает плесень более сложным.
- Как: Если вариации неизбежны, сделайте переходы постепенными (например, используйте филе).
- Углы черновика:
- Принцип: Добавьте немного конуса ко всем вертикальным стенам (поверхности параллельны направлению открытия формы).
- Почему: Позволяет детали легко выбросить из формы, не прилипая, царапает или деформируя. Без достаточного проекта детали могут застрять, требуя чрезмерной силы выброса, которая повреждает как часть, так и форму.
- Рекомендация: Минимум 0,5-1 градуса на сторону часто рекомендуется для гладких поверхностей, причем больше (например, 2-5 градусов) необходимы для текстурированных поверхностей или глубоких функций.
- Радиусы и филе (округлые углы):
- Принцип: Избегайте острых внутренних и внешних углов. Вместо этого используйте щедрые радиусы (округлые внешние углы) и филе (округлые внутренние углы).
- Почему: Острые углы создают концентрации напряжений (точки, где накапливается напряжение), что может привести к разрыву части во время выброса или в использовании. Они также препятствуют пластиковому потоку, увеличивают износ плесени, и их может быть сложно. Филе способствует более плавному потоку материала и уменьшает напряжение.
- Рекомендация: Внутренний радиус в идеале должен быть не менее чем в 0,5 раза больше толщины стенки, а внешний радиус в 1,5 раза больше толщины стенки.
- Минимизация подрезок:
- Принцип: Подрез - это любая особенность, которая предотвращает непосредственное выталкивание части вдоль формы вдоль направления отверстия (например, отверстие на стороне, зажим, элемент Snap).
- Почему: Подрезки требуют дополнительных дорогостоящих механизмов плесени, таких как слайды (боковые действия), подъемники или ядро, чтобы позволить изгнать деталь. Они добавляют сложность, стоимость и техническое обслуживание формы.
- Как смягчить:
- Редизайн: Можно ли перемещать или переработать функцию, чтобы соответствовать направлению открытия формы?
- Ядро-плюс/слайды: Если необходимо, примите дополнительную стоимость и сложность инструмента.
- Уточнения: Для очень маленьких, гибких подрезков (например, небольших колючей функции), часть может немного деформироваться, чтобы «ударить» функцию плесени без бокового действия, но это требует тщательного дизайна и выбора материала.
- Расположение ворот:
- Принцип: Стратегическое размещение ворот (где пластик попадает в полость формы) имеет решающее значение.
- Почему: Влияет на поток материала, рисунок заполнения, потенциал для линий сварки, отметок раковины и затвора Вениге (небольшая отметка, оставленная там, где бегун удаляется).
- Соображения: Обычно помещается в самую толстую часть детали для обеспечения надлежащего заполнения и упаковки, или в некосметической области. Программное обеспечение для анализа потока плесени может моделировать оптимальное размещение затвора.
- Размещение вывода эжектора:
- Принцип: Разместите выводы в области эжектора в областях, которые не поставит под угрозу эстетику или функциональность, в идеале на жесткие функции или где приемлемые.
- Почему: Обеспечивает плавное выброс без деформирования и повреждения части.
- Соображения: Убедитесь, что используются достаточные выводы, особенно вблизи ребра или боссов, чтобы равномерно распределить силы выброса.
- Ребра и боссы:
- Принцип: Используйте ребра, чтобы добавить прочность и жесткость без увеличения общей толщины стенки. Боссы представляют собой цилиндрические выступы, используемые для крепления, крепления или расположения.
- Почему: Эффективное использование материала для структурной целостности.
- Дизайн: Толщина ребра, как правило, должна составлять 40-60% от номинальной толщины стенки, чтобы избежать отметок. Боссы должны быть спроектированы с достаточной тягой и центром для удивления для однородной толщины стены.
- Допуски:
- Принцип: Укажите допуски только так же плотные, как функционально необходимые.
- Почему: Очень жесткие допуски увеличивают стоимость плесени, время выполнения инструментов, сложности производства и затраты на проверку.
- Соображения: Обсудите достижимые допуски с вашим производителем на основе материала, размера части и типа плесени.
Управление производством и логистикой
Как только ваша плесень будет завершена и одобрена, и начинается производство, фокус смещается на контроль за производственным процессом и обеспечение эффективной, экономически эффективной доставки ваших готовых деталей. Управление сроками производства, доставки и таможни может быть сложным, но с правильным планированием и общением это управляемый процесс.
![]()
Сроки производства и сроки срока:
Понимание факторов, которые влияют на время выполнения, необходимо для установления реалистичных ожиданий и планирования вашей цепочки поставок.
- Время выполнения инструмента (как обсуждалось): Это начальное, часто самое длительное, время выполнения выполнения. Как только плесень будет завершена и проверена, фактическое производство деталей может быть очень быстро.
- Объем производства:
- Низкий до среднего объема: Для небольших пробежек (например, от нескольких тысяч до десятков тысяч частей) производство может быть завершено в течение нескольких дней до нескольких недель, в зависимости от сложности детали и количества полостей пресс -форм.
- Высокий объем/массовый производство: Для сотен тысяч или миллионов деталей производство будет постоянным процессом. Пока Время цикла за часть очень быстрая, в целом Производство Может охватывать недели или месяцы. Производители часто планируют ваше производство на определенных машинах и смены.
- Частичная сложность и время цикла: Более простые детали с более коротким временем цикла будут естественным образом производиться быстрее, чем сложные детали, требующие более длительного охлаждения или сложных вторичных операций.
- Доступность материала: Убедитесь, что выбранный вами материал легко доступен, чтобы избежать задержек. Некоторые специализированные или настраиваемые материалы могут иметь более длительное время выполнения от поставщика смолы до формованной фабрики.
- Вторичные операции: Если ваши детали требуют процессов после состава, таких как покраска, печать, сборка или специализированная упаковка, они добавят к общему времени выполнения. Убедитесь, что они учитываются в цитируемой временной шкале.
- Процедуры контроля качества: Степень и строгость инспекций в процессе и окончательного качества также повлияет на общий график производства.
- Заводская загрузка и планирование: Текущая производственная очередь и мощность производителя будет играть важную роль. Всегда обсуждайте предполагаемое время выполнения заказа с вашим поставщиком и запрашивайте подробный график производства.
- Праздники: Китайские национальные праздники (особенно китайский Новый год, Золотая неделя и фестиваль лодок -драконов) могут привести к значительным отключениям на заводе и материально -технических задержек. Спланируйте график производства в эти периоды.
Стратегии управления сроками производства:
- Четкое общение: Поддерживайте непрерывное и четкое общение со своим поставщиком. Запросите регулярные обновления о статусе производства, включая фотографии или видео производственной линии.
- Подробный график производства: Попросите диаграмму Gantt или подробную временную шкалу для каждого этапа производства.
- Ключевые показатели производительности (KPI): Согласитесь с конкретными KPI, такими как ежедневная производительность, показатели дефектов и даты доставки.
- Предварительное собрание: Проведите тщательное предварительное собрание (виртуальное или личное), чтобы рассмотреть все спецификации, стандарты качества и сроки до начала производства.
- Планирование на случай непредвиденных обстоятельств: Всегда создавайте немного буферного времени в своем графике для неожиданных задержек (например, нехватка материалов, поломки машины, проблемы с качеством, задержки доставки).
Соображения по доставке и логистике при импорте из Китая:
Импорт товаров из Китая включает в себя несколько шагов и требует тщательного планирования, чтобы обеспечить безопасное, вовремя и в рамках бюджета ваши продукты.
-
Incoterms (международные коммерческие термины): Это глобально признанные условия, которые проясняют обязанности покупателей и продавцов по доставке товаров по контрактам на продажу. Важно определить, кто платит за то, что и кто несет ответственность на разных этапах доставки.
- Exw (Ex Works): Покупатель отвечает за все расходы и риски от заводских ворот. Самая дешевая цена за залог с завода, но самая сложная для покупателя.
- Брызги (бесплатно на борту): Продавец (фабрика) отвечает за доставку товара в названный порт отправки и загрузку их на суд. Покупатель предполагает
- CIF (стоимость, страховка и грузовые) / CFR (стоимость и груз): Продавец оплачивает стоимость транспорта и страхования (CIF) или просто транспорта (CFR) в названный порт назначения. Передает риска покупателю после того, как товары загружаются на судне в порту происхождения. Меньше контроля для покупателя.
- DDP (доставленная пошлина оплачена): Продавец несет ответственность за все расходы и риски, включая таможенное разрешение и пошлины импорта, пока товары не будут доставлены в указанное место назначения покупателя. Наиболее удобно для покупателя, но цена продавца будет выше.
- Рекомендация: Для большинства предприятий, FOB это хороший баланс, предлагая контроль затрат, одновременно заводясь, обрабатывая начальную ногу. Если вы новичок в импорте, DDP предлагает простоту, но часто по более высокой стоимости, передаваемой поставщиком.
-
Выбор метода доставки:
- Морской груз (океанский груз):
- Преимущества: Наиболее рентабельный для больших объемов, тяжелых или громоздких товаров. Экологически больше дружелюбности.
- Недостатки: Длительное время транзита (обычно 3-6 недель в Северную Америку/Европу, а также таможенное разрешение). Менее гибкий.
- FCL (полная загрузка контейнера): Вы платите и используете весь транспортный контейнер (20 футов или 40 футов). Наиболее экономически эффективные на единицу для больших объемов.
- LCL (меньше, чем нагрузка контейнера): Ваши товары делятся в контейнере с другими поставками. Эффективно для меньших объемов, которые недостаточно для заполнения целого контейнера, но часто с немного более длительным транспортом и временем обработки.
- Воздушный груз:
- Преимущества: Самое быстрое время транзита (обычно 3-7 дней). Идеально подходит для неотложных поставков, товаров с высокой стоимостью или небольших, легких предметов.
- Недостатки: Значительно дороже, чем морские грузы. Затраты основаны на весе или объемном весе, в зависимости от того, что больше.
- Express Courier (например, DHL, FedEx, UPS):
- Преимущества: Самый быстрый (1-5 дней), обслуживание от двери до двери, часто обрабатывает таможенное разрешение для вас. Идеально подходит для образцов, прототипов или очень маленьких, срочных поставки.
- Недостатки: Самый дорогой, не подходит для более крупных или тяжелых поставков из -за стоимости.
- Морской груз (океанский груз):
-
Форварщики:
- Роль: Форганисты являются экспертами по логистике, которые справляются с сложностями международной доставки. Они бронируют грузовое пространство, готовят документацию, управляют таможенным разрешением и организуют внутренний транспорт.
- Преимущества: Упростите процесс, часто договариваются о лучших ставках из -за объемного объема и обеспечивают опыт в навигации.
- Рекомендация: Если у вас нет значительного опыта и объема, настоятельно рекомендуется использование авторитетного грузового экспедитора (базирующегося в Китае или в вашей стране).
-
Упаковка:
- Важность: Правильная упаковка имеет решающее значение для защиты ваших деталей во время транзита.
- Соображения: Используйте прочные коробки, соответствующую внутреннюю упаковку (например, пузырьковую пленку, пенопластовые вставки, пользовательские лотки), чтобы предотвратить царапины или повреждения, а также обеспечить паллетизацию для более крупных поставки. Четко маркируйте все коробки информацией о продукте, количестве и инструкциях по обработке.
Таможня и импортные пошлины:
Навигация на таможенные правила и расчет импортных пошлин являются критической и часто сложной, частью импорта из Китая.
-
Коды гармонизированной системы (HS):
- Важность: Каждый продукт, импортируемый на международном уровне, классифицируется по конкретному коду HS. Этот кодекс определяет применимые импортные пошлины и правила в стране назначения.
- Действие: Работайте с вашим поставщиком и/или Freight Forwerer, чтобы точно определить правильный код HS для ваших пластиковых формованных деталей. Неверная классификация может привести к задержкам, штрафам или неправильным пошлин. Общие коды HS для пластиковых продуктов обычно начинаются с главы 39 (их пластмассы и их статьи).
-
Таможенная оценка:
- Принцип: Обязанности обычно рассчитываются на основе «таможенной стоимости» товаров, которая обычно включает в себя стоимость товара, иногда входящих грузов и страховки, в зависимости от Incoterms.
-
Импортные пошлины (тарифы):
- Страновая специфическая: Ставки пошлина значительно варьируются в зависимости от страны импорта и конкретного кода HS.
- Торговые соглашения: Проверьте, есть ли в вашей стране соглашения о свободной торговле (FTA) с Китаем, которые могут уменьшить или устранить пошлины на определенные товары.
- Дополнительные тарифы: Имейте в виду любые дополнительные тарифы, такие как раздел 301 Тарифы, введенные США на определенные китайские товары (включая многие пластиковые продукты и инструменты). Это может значительно увеличить вашу земельную стоимость. В конце 2024 года / середину 2025 года эти тарифы все еще действуют для многих пластиковых литых товаров и инструментов из Китая в США. Важно включить их в ваши расчеты затрат.
- Действие: Проконсультируйтесь с таможенным веб-сайтом вашей страны (например, USITC для Соединенных Штатов, вашего национального таможенного агентства) или таможенного брокера, чтобы получить самые современные ставки пошлины для вашего конкретного кода HS и страны происхождения.
-
Налог на добавленную стоимость (НДС) / налог на товары и услуги (GST):
- Важность: Большинство стран будут взиматься с НДС или GST на импортируемых товарах, обычно рассчитываемые на таможенную стоимость плюс любые пошлины. Обычно это восстанавливается зарегистрированными на НДС предприятиях.
-
Требуемая документация:
- Счет-фактура: Основной документ, в котором подробно описывается транзакция, включая информацию о продавце/покупателе, описание продукта, количество, цена за единицу, общую стоимость и Incoterms.
- Товарная накладная: Указует содержимое каждого пакета, включая веса и размеры.
- Коносамент (для морского груза) / Air Waybill (для воздушного груза): Договор перевозки и получения товаров.
- Сертификат происхождения: Подтверждает страну, в которой были изготовлены товары, важные для обязанностей и торговых соглашений.
- Другие сертификаты: В зависимости от продукта вам могут понадобиться материалы, документы по соблюдению безопасности (например, CE, ROHS, FDA) или отчеты о испытаниях.
-
Таможенные брокеры:
- Роль: Лицензированные специалисты, которые специализируются на таможенном разрешении. Они готовят и отправляют документацию, рассчитывают обязанности и общаются с таможенными органами от вашего имени.
- Преимущества: Решающее значение для навигации сложных таможенных правил, избегания задержек и обеспечения соответствия. Настоятельно рекомендуется, если у вас нет собственного опыта.

