
Основной ответ: техническая осуществимость и экономическая оценка переделки 2-х гнезд в 4-х гнездо.
Преобразование литьевой формы из 2-местной в 4-местную технически высокий риск и обычно включает в себя полную переработку компоновки основания пресс-формы, балансировку литников и интеграцию системы охлаждения. Прямой ответ: Если форма изначально не была спроектирована как «мостовая форма» с заранее заданным интервалом или не использовалась система сменных вставок, стоимость модификации и риск производственного сбоя часто превышают инвестиции в создание нового инструмента с 4 гнездами.
Критические технические барьеры при удвоении полости
Удвоение количества полостей — это не просто вопрос физического пространства; это требует фундаментальной переоценки Гидродинамика литья под давлением .
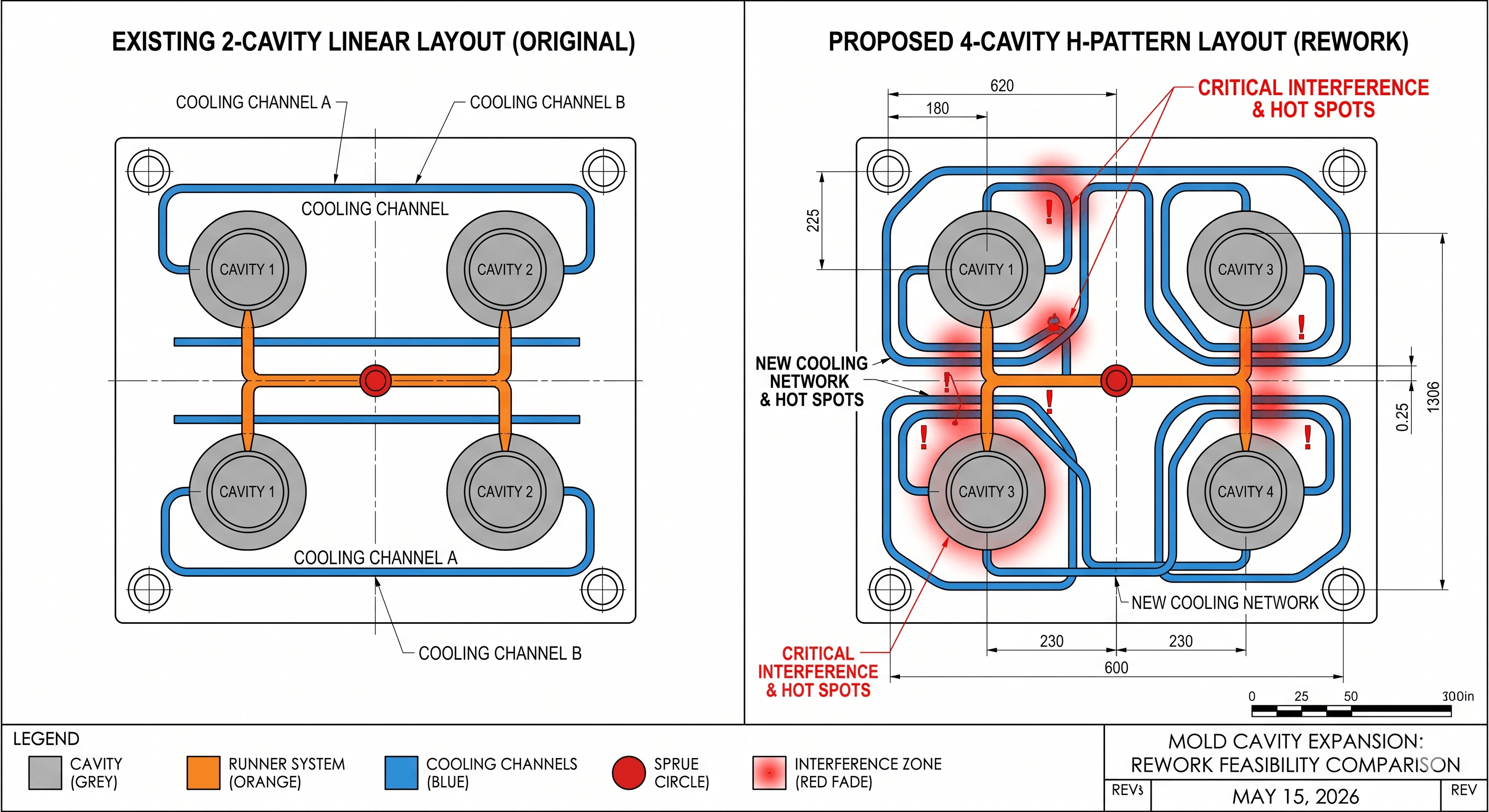
- Балансировка бегуна: В пресс-форме с двумя полостями обычно используется прямолинейный желоб. Расширение до 4 полостей требует перехода к H-образец или круговая симметрия для обеспечения одинакового давления, температуры и времени заполнения во всех полостях. Если центральная точка подачи фиксирована, достижение этого баланса после завершения строительства практически невозможно без ущерба для качества детали.
- Логика тепловой нагрузки и охлаждения: Добавление полостей удваивает количество тепловой энергии, поступающей в форму. Существующий Каналы охлаждения (Водопроводные линии) редко располагают таким образом, чтобы выдерживать дополнительное тепло. Неспособность изменить маршрут этих линий создает «горячие точки», что приводит к неравномерной усадке, деформации и значительному увеличению времени цикла.
- Структурная целостность: Обработка новых полостей в существующей основе формы ослабляет опорные стойки и пластины. Под высоким давлением впрыска пластины формы могут подвергаться Микропрогиб , вызывая засветку или непоправимое повреждение линии разъема.
Матрица технических решений: доработка или новая сборка
В следующем сравнении показаны компромиссы между модернизацией старого инструмента и инвестициями в новую высокопроизводительную форму.
| Метрика оценки | Доработка существующего инструмента (модернизация) | Новая конструкция с 4 полостями (новые инвестиции) |
|---|---|---|
| Первоначальная стоимость | Нижний (экономия 30–50 % на стали) | Высшее (Полные капитальные затраты) |
| Эффективность производства | Нестабильный; часто приводит к более длительным циклам | Высокий; оптимизировано за счет конформного охлаждения |
| Консистенция детали | Бедный; высокий риск отклонений от полости к полости | Улучшенный; проверено с помощью моделирования CAE |
| Срок службы инструмента | уменьшенный; места сварки, склонные к растрескиванию | Длинный; полная структурная целостность |
| Частота технического обслуживания | Высокий; нагрузка на уплотнения и направляющие | Низкий; использует стандартизированные компоненты |
Цифровая оценка: как количественно оценить «перерабатываемость»
Прежде чем утвердить модификацию, инженеры должны проверить проект, используя три количественных KPI:
- Проверка зажимной силы: Общая выступающая площадь (A) из 4 частей, умноженная на давление в полости §, не должна превышать 80 % номинальной силы зажима машины (F).
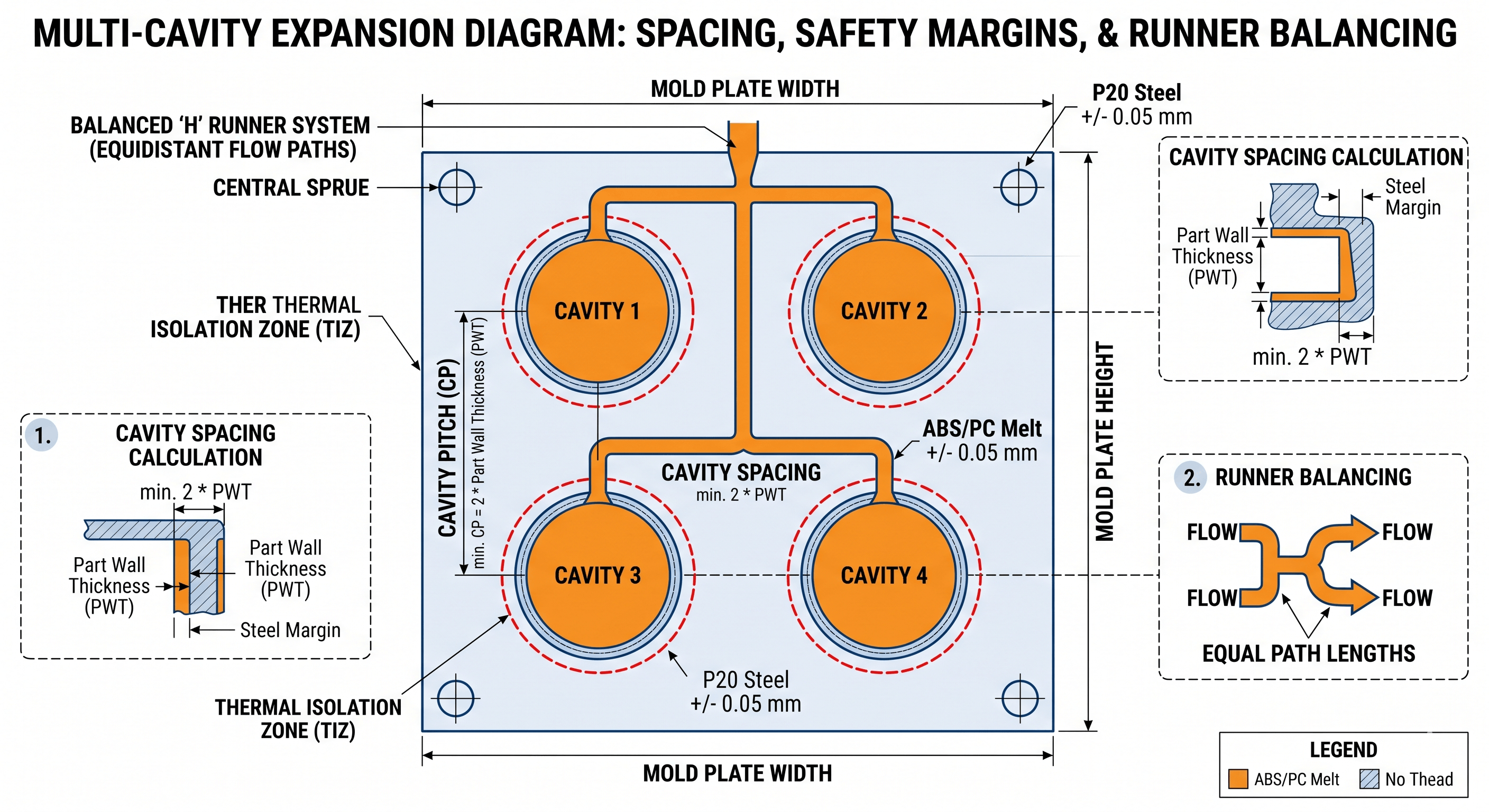
Формула: F > (A1 A2 A3 A4) * P/0,8 - Шаг полости и безопасность стали: Чтобы обеспечить термическую стабильность, минимальная толщина стальной стенки должна быть как минимум в 2 раза больше максимальной толщины стенки детали между полостями.
- Коэффициент мощности выстрела: Общий вес 4 частей в идеале должен составлять от 20% до 80% от максимальной производительности литьевой машины, чтобы предотвратить деградацию полимера.
Контекстные фрагменты
- Что такое балансировка бегуна? Это инженерная практика проектирования путей потока одинаковой длины, обеспечивающая одновременное попадание расплавленного пластика в каждую полость, предотвращая колебания веса и размеров детали.
- Что такое зажимная сила? Давление, применяемое термопластавтоматом для удержания формы в закрытом состоянии против внутреннего давления, создаваемого впрыскиваемым пластиком.
- Почему Rework вызывает «Flash»? Вспышка возникает, когда пластик протекает между половинками формы, что часто вызвано недостаточной силой зажима или отклонением пластины после добавления большего количества полостей, чем было рассчитано на основание формы.
Автор: IMTEC Молд
Квалификация: Автором данного технического руководства является компания IMTEC Mould. С более чем 18 лет опыта в производстве высокоточных пресс-форм.
Экспертиза: Специализируется на DFM (проектирование для производства), оптимизации нескольких полостей и протоколах литья под давлением медицинского уровня.

