
Заусенец — один из наиболее распространенных дефектов при литье под давлением, и один из наиболее неправильно диагностируемых. Тонкие ребра избыточного материала, появляющиеся на линиях разъема, выталкивающих штифтах или интерфейсах пластин, часто возникают только из-за параметров процесса, тогда как основной причиной часто является инструмент. В этом руководстве представлена систематическая система диагностики, охватывающая все семь категорий коренных причин, количественные стандарты предотвращения и матрица приоритетов корректирующих действий для эффективного устранения вспышки.
1. Что такое мигание плесени?
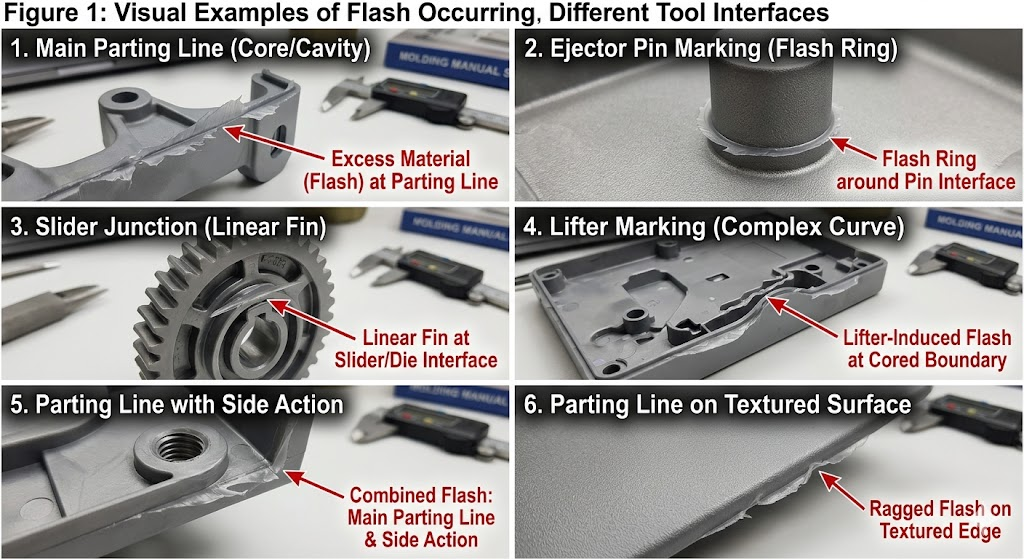
Заусенец (также: заусенец, заусенец) — это избыток материала, который выходит из полости формы через любой зазор в инструменте перед замерзанием. Он выглядит как тонкий плавник, перепонка или растушевка, прикрепленная к детали в точке:
- Линии разделения — самое распространенное место
- Интерфейсы выталкивающих штифтов — круглые кольца-вспышки вокруг торцов штифтов
- Интерфейсы слайдов и подъемников — линейные ребра вдоль контактных поверхностей бокового действия
- Вставить границы — по периметру металлической вставки во вставном молдинге
- Расположение вентиляционных отверстий - если вентиляционные отверстия слишком велики или эродированы
- Запорные поверхности - в пустотелых элементах и сквозных отверстиях
Вспышка – это не просто косметика. Это добавляет дополнительные операции обрезки, создает риск возникновения помех при сборке, создает острые края (опасность травм и разрушения уплотнения), а в медицинских целях или при контакте с пищевыми продуктами приводит к несоответствию нормативным требованиям. Что еще более важно, это сигнализирует о наличии разрыва в системе пресс-формы, который, если его не лечить, постепенно увеличивается с каждым выстрелом.
2. Семь категорий коренных причин
Вспышка всегда имеет одну и ту же непосредственную причину — материал, находящийся под давлением, находит зазор. Но причины этого разрыва можно разделить на семь различных категорий, каждая из которых требует различных корректирующих действий.
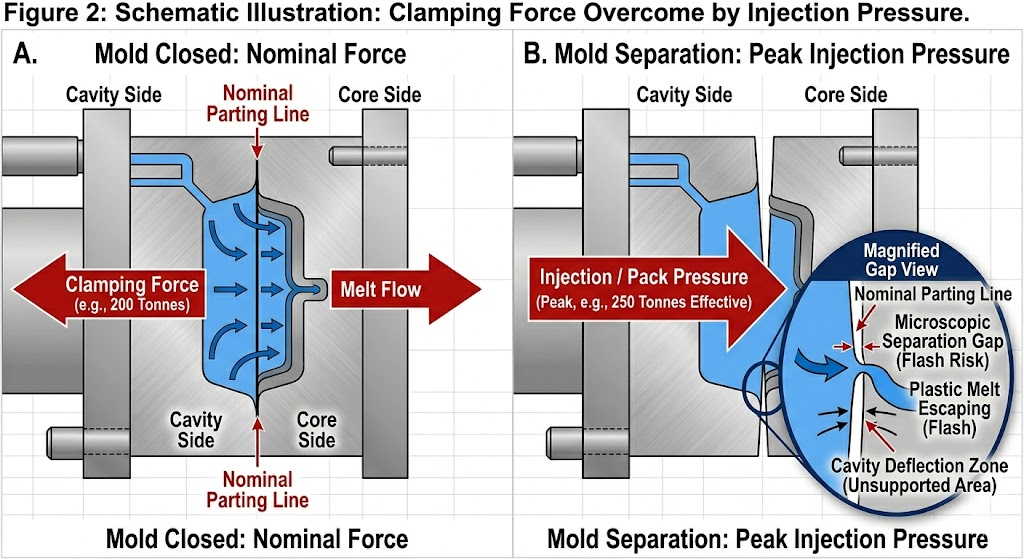
2.1 Недостаточная сила зажима
Самая часто упускаемая из виду причина. Если давление впрыска превышает эффективную силу зажима пресса на выступающей площади системы детали и направляющих, пластины формы на мгновение разделяются во время заполнения и упаковки, создавая динамический зазор на линии разъема.
Диагностическая проверка:
Требуемое усилие зажима (тонны) = Проектируемая площадь (см²) × Давление в полости (МПа) ÷ 100Для детали с проекционной площадью 180 см² (включая полозья), заполненной при среднем давлении в полости 80 МПа:
Требуемый зажим = 180 × 80 ÷ 100 = минимум 144 тонныДобавьте запас прочности 20–25 % → Минимум 175–180 тонн.
Запуск этой детали на 150-тонном прессе приведет к образованию засветки линии разъема независимо от каких-либо других настроек параметров.
Распространенная ошибка: Расчет проекционной площади только по детали, исключая систему направляющих. Литник, направляющие и литники оказывают значительное влияние на площадь проекции и давление в полости.
| Материал | Типичный диапазон давления в полости | Практическое правило зажимной силы |
|---|---|---|
| ПП, ПЭ (тонкостенные) | 40–80 МПа | 0,4–0,8 т/см² |
| АБС, ПС | 50–90 МПа | 0,5–0,9 т/см² |
| ПА6, ПА66 | 60–100 МПа | 0,6–1,0 т/см² |
| ПК, ПК/АБС | 80–130 МПа | 0,8–1,3 т/см² |
| ППС, ЛКП | 90–150 МПа | 0,9–1,5 т/см² |
| ПОМ | 70–110 МПа | 0,7–1,1 т/см² |
2.2 Износ или повреждение поверхности разъема
Разделительная поверхность (PS) является основным уплотнением между полостью и атмосферой. Любое отклонение от идеальной плоскостности — будь то износ, ударное повреждение, электроэрозионная эрозия или недостаточная твердость поверхности — приводит к утечке материала.
Критические допуски:
| Размер пресс-формы | Максимально допустимое отклонение плоскостности PS | Рекомендуемая твердость стали |
|---|---|---|
| Малый (<250 × 250 мм) | 0,005 мм | 48–52 HRС |
| Средний (250–500 мм) | 0,008 мм | 48–52 HRС |
| Большой (>500 мм) | 0,010–0,012 мм | 44–48 HRС |
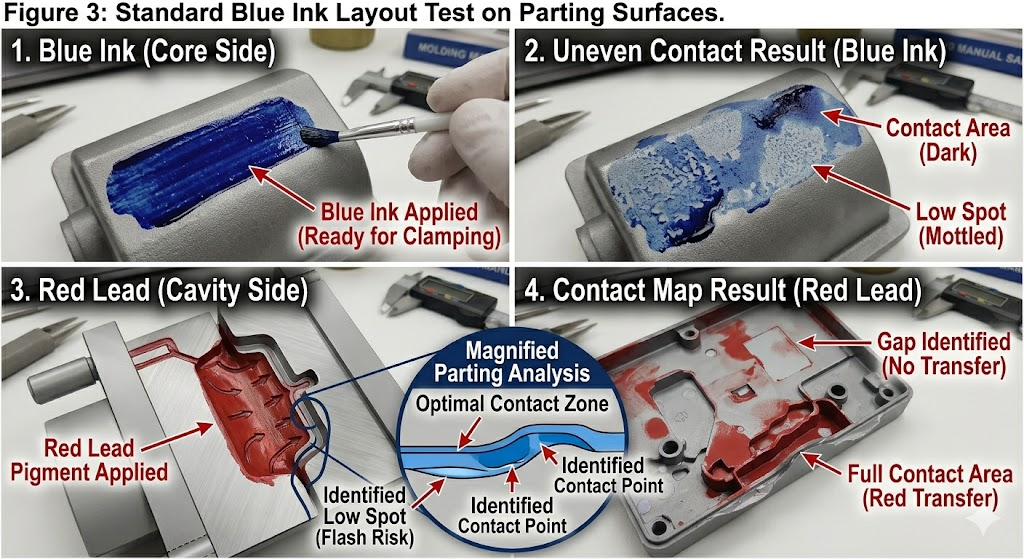
Протокол проверки: Тест переноса синих чернил или проведите щупом по всей поверхности разъема. Любой зазор >0,010 мм на товарном материале или >0,005 мм на маловязком материале (LCP, PPS) представляет собой риск вспышки.
Способы ремонта по серьезности:
| Тип урона | Метод ремонта | Время выполнения |
|---|---|---|
| Незначительный износ (нижняя часть <0,05 мм) | Лазерная сварка, повторная полировка | 1–3 дня |
| Умеренный износ (0,05–0,2 мм) | Сварка распылением или повторная обработка сварки TIG | 3–5 дней |
| Ударное повреждение/вмятина | Лазерная сварка EDM повторно искровая | 2–4 дня |
| Обширный износ (>0,2 мм) | Полное обезжиривание PS на плоскошлифовальном станке | 3–7 дней |
| Повторная вспышка в том же месте | Повторная полировка сварного шва (стеллита) | 5–10 дней |
2.3 Чрезмерная скорость или давление впрыска
Даже геометрически идеальная форма будет вспыхивать, если параметры процесса выведут давление в полости за пределы силы зажима или если скорость впрыска достаточно высока, чтобы создать эффект гидравлического клина на линии разъема до того, как усилие зажима полностью разовьется.
Условия процесса, вызывающие вспышку:
- Скорость впрыска установлена настолько высокой, что полость заполняется менее чем за 0,3 секунды — пиковое давление на мгновение превышает мощность зажима
- Давление уплотнения устанавливается выше 80 % от давления впрыска на материале с низкой вязкостью.
- Время выдержки увеличено после замораживания литника — продолжающееся давление после замораживания литника передает усилие на пресс-форму, а не на упаковку детали.
- Слишком высокая температура расплава — снижается вязкость, материал более агрессивно затекает в любой зазор.
Последовательность технологической настройки (до инструментального вмешательства):
- Уменьшите скорость впрыска с шагом 10% — проверьте, уменьшается ли вспышка
- Уменьшите давление уплотнения до 60–70 % от давления наполнения.
- Убедитесь, что время удержания не превышает время фиксации ворот (используйте исследование фиксации ворот)
- Снизить температуру плавления на 5–10°C.
- Если вспышка сохраняется после всех четырех регулировок — основная причина в инструментах, а не в процессе.
2.4 Слишком низкая вязкость материала
Материалы с низкой вязкостью затекают в зазоры, которые перекрывают материалы стандартной вязкости. Вот почему марки ППС, ЛКП и низкомолекулярный PA требуют более жестких допусков на поверхность разъема, чем ABS или PP.
Индекс текучести расплава (MFI) как индикатор риска вспышки:
| Диапазон MFI (г/10 мин) | Категория внезапного риска | Максимально допустимый разрыв PS |
|---|---|---|
| < 5 | Низкий | 0,020 мм |
| 5–20 | Умеренный | 0,015 мм |
| 20–50 | Высокий | 0,010 мм |
| > 50 (например, LCP, тонкостенный ПП) | Очень высокий | 0,005–0,008 мм |
Вариант партии материала: MFI может варьироваться в пределах ±15–25% между партиями одного и того же сорта. Пресс-форма, работающая при пороге вспышки с одной партией, может вспыхивать со следующей. Всегда проверяйте входящие MFI по данным квалификации пресс-формы.
2.5 Слишком высокая температура формы
Повышенная температура формы снижает вязкость слоя расплава, контактирующего с разделяющей поверхностью, продлевая временной интервал, в течение которого материал является достаточно жидким, чтобы проникнуть в зазоры. Это особенно важно для:
- Кристаллические материалы с резкими температурами плавления (ПОМ, ППС, ПА)
- Материалы работают вблизи верхнего предела рекомендуемого диапазона температур пресс-формы.
- Горячеканальные формы, в которых тепловое воздействие коллектора может локально повысить температуру плиты формы.
Эмпирическое правило: Увеличение температуры формы на каждые 10°C выше рекомендуемого минимума увеличивает чувствительность вспышки примерно на один класс вязкости, что эквивалентно увеличению MFI на 20%.
2.6 Недостатки конструкции пресс-формы
Геометрические особенности конструкции пресс-формы, которые создают риск вспышки:
Пролеты неподдерживаемых поверхностей разъема: Большие плоские разделительные поверхности без опорных стоек прогибаются под давлением полости. Неопорная плита формы размером 400 × 400 мм из стали Р20 прогибается на 0,03–0,08 мм при давлении 80 МПа, что достаточно для образования заусенца по периметру.
Правило проектирования опорной стойки: Максимальный пролет без опоры между опорными стойками = 150 мм для форм средней нагрузки. Для материалов высокого давления (ПК, ППС) добавьте стойки с расстоянием между центрами 120–130 мм.
Недостаточная ширина площадки на линии разъема: «Земля» — узкая плоская полоса, непосредственно примыкающая к полости на разделяющей поверхности — должна быть достаточно широкой, чтобы противостоять деформации, вызванной давлением. Рекомендуемая минимальная ширина земельного участка:
| Материал | Минимальная ширина земельного участка |
|---|---|
| ПП, ПЭ, АБС | 3–5 мм |
| ПА, ПОМ, ПК | 5–8 мм |
| ППС, ЛКП | 8–12 мм |
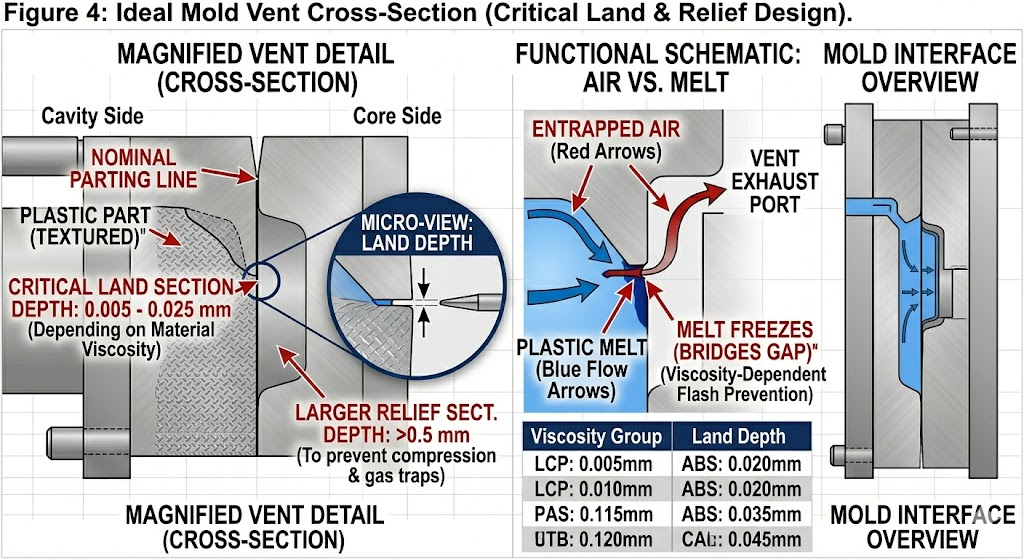
Глубина вентиляционного отверстия слишком велика: Вентиляционные отверстия представляют собой преднамеренные щели. Если они слишком велики, они становятся генераторами вспышки. Стандартные рекомендации по глубине вентиляционного отверстия:
| Материал | Глубина вентиляционного отверстия (суша) | Глубина вентиляционного отверстия (секция сброса) |
|---|---|---|
| ПП, ПЭ | 0,015–0,025 мм | 0,5–0,8 мм |
| АБС, ПС | 0,010–0,020 мм | 0,5–0,8 мм |
| ПА, ПОМ | 0,010–0,015 мм | 0,3–0,5 мм |
| ПК, ПК/АБС | 0,008–0,015 мм | 0,3–0,5 мм |
| ППС, ЛКП | 0,005–0,010 мм | 0,2–0,3 мм |
2.7 Изношенные или смещенные движущиеся компоненты
Боковые действия, подъемники, тяги сердечника и выталкивающие штифты создают динамические интерфейсы, которые перемещаются в каждом цикле. Эти интерфейсы постепенно изнашиваются и являются наиболее распространенным источником вспышки в крупносерийном производстве, в котором раньше не было вспышки.
Выталкиватель штифта вспышки: Зазор между диаметром штифта и диаметром отверстия должен находиться в жестких пределах. Стандартный зазор по материалу:
| Материал | Зазор выталкивающего штифта (с каждой стороны) |
|---|---|
| ПП, ПЭ, АБС | 0,010–0,020 мм |
| ПА, ПОМ | 0,008–0,015 мм |
| ПК, ПК/АБС | 0,005–0,012 мм |
| ППС, ЛКП | 0,003–0,008 мм |
Зазоры выше этих пределов вызывают видимую вспышку штифта. Под ними штифты заедают и ломаются. Это проблема контроля износа — зазоры штифтов следует проверять каждые 100 000–200 000 выстрелов на инструментах большого объема.
Флэш-интерфейс слайдера и подъемника: Износ изнашиваемых пластин (направляющих), направляющих боковые действия, приводит к смещению скользящей поверхности на 0,01–0,05 мм от посадочной поверхности, что достаточно для вспышки. Изнашиваемые пластины выступов должны быть сменными компонентами любой производственной формы, интервалы проверки которых определены в плане технического обслуживания формы.
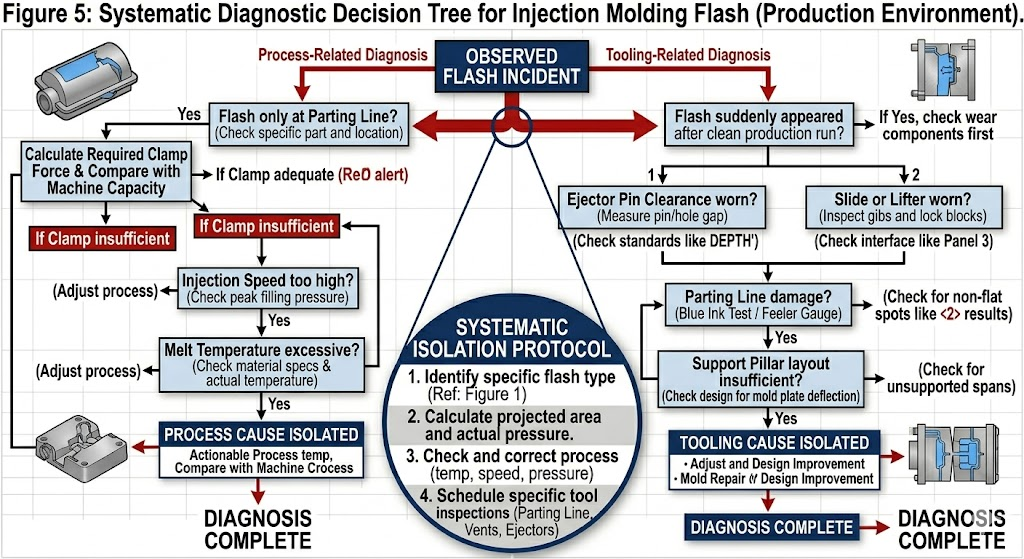
3. Дерево решений мгновенной диагностики
Используйте эту последовательность действий, чтобы определить основную причину без ненужной разборки формы:
ВСПЫШКА НАБЛЮДАЕТСЯ│├── Мигание только на линии разъема?│ ├── ДА → Сначала проверьте расчет усилия зажима│ │ → Затем проверьте плоскостность PS (проверка синими чернилами).│ │ → Затем уменьшите скорость впрыска/давление уплотнения.│ └── НЕТ → Продолжить ниже│├── Вспышка только на выталкивающих штифтах?│ └── ДА → Измерьте зазор между штифтом и отверстием│ → Проверьте длину штифтов (длинные штифты = более высокое контактное давление)│ → Убедитесь, что возвратная пластина выталкивателя полностью установлена на место, прежде чем зажим закроется.│├── Мигает на интерфейсе направляющей/подъемника?│ └── ДА → Осмотрите изнашиваемые пластины рукоятки (щуп)│ → Проверьте силу посадки направляющих/угол фиксации.│ → Проверить контакт пяточной колодки.│├── Вспышка в вентиляционных отверстиях?│ └── ДА → Измерить глубину вентиляционного отверстия (цель: повторно обрезать по спецификации)│ → Проверьте наличие вентиляционной эрозии (абразивный стеклонаполненный материал)│├── Вспышка внезапно появилась после X кадров чистого производства?│ └── ДА → Причина, связанная с износом (направляющая, разделительная поверхность, выталкивающие штифты)│ → Плановый осмотр плесени/профилактическое обслуживание│└── Вспышка присутствует при первом выстреле новой формы? └── ДА → Проблемы с качеством проектирования или сборки → Проверьте расчет силы зажима. → Проверить качество шлифовки разделяемой поверхности. → Проверьте расположение опорных стоек. → Проверьте глубину вентиляционных отверстий в соответствии со спецификациями.
4. Стандарты профилактики на этапе изготовления пресс-формы
Наиболее экономически эффективное предотвращение вспышки происходит до того, как пресс-форма сделает первый выстрел.
4.1 Этап проектирования
- Запустите моделирование давления в полости Moldflow — убедитесь, что пиковое давление в полости × проецируемая площадь не превышает 80 % от запланированной мощности пресс-зажима.
- Расчет опорных стоек с расстоянием между центрами ≤150 мм для давления во всей полости >60 МПа.
- Укажите минимальную ширину земельного участка для каждой категории материала (раздел 2.6).
- Проектируйте глубину вентиляционного отверстия в соответствии со спецификациями материала — не полагайтесь на припуски на обработку по умолчанию.
- Укажите зазор выталкивающего штифта на чертеже пресс-формы — он должен присутствовать в блоке допусков, а не оставляться на усмотрение машиниста.
4.2 Этап изготовления формы
- Перед окончательной сборкой проверьте плоскостность поверхности разъема на плоскошлифовальном станке — задокументируйте размеры.
- Испытание синими чернилами после полной сборки — перед первым испытанием требуется 100 % контакт с разделяющей поверхностью.
- Измерьте и запишите все зазоры выталкивающих штифтов — минимум 5 пробных штифтов на форму, полный набор для критически важных форм.
- Перед первой инъекцией проверьте посадку ползуна под давлением зажима пресса — используйте глину или пленку Fuji Prescale.
4.3 Фаза судебного разбирательства по первой статье
- Начните со скорости впрыска 50 % и давления уплотнения 60 % — увеличивайте постепенно.
- Запишите верхнюю границу технологического окна (начало вспышки) — это критический параметр квалификации пресс-формы.
- Ширина окна процесса документирования: разница между кратковременным началом и вспышкой должна составлять ≥15 % от давления впрыска для получения прочной формы.
4.4 Фаза производства
- Определите интервалы профилактического технического обслуживания для: проверки поверхности разъема (каждые 200 000 выстрелов), измерения износной пластины клина (каждые 150 000 выстрелов), проверки зазора выталкивающего штифта (каждые 100 000 выстрелов для инструментов большого объема).
- Отслеживайте случаи вспышки по местоположению в системе SPC — прогрессивная вспышка в одном месте сигнализирует об износе, прежде чем он станет качественным выходом из строя
- Вести существенные записи входных проверок МФО — сопоставлять внезапные инциденты с данными МФО
5. Матрица приоритетов корректирующих действий
Если в производстве наблюдается вспышка, используйте эту матрицу, чтобы расставить приоритеты корректирующих действий по стоимости и эффективности:
| Действие | Стоимость | Время реализации | Эффективность | Приоритет |
|---|---|---|---|---|
| Уменьшите скорость впрыска/давление уплотнения. | Ноль | Немедленно | Высокий (if process-caused) | 1-й |
| Проверьте адекватность усилия зажима — перейдите к прессу большего размера. | Низкий | Та же смена | Идеально подходит для вспышки, вызванной зажимом | 2-й |
| Тест синими чернилами — определение зазора контактов PS | Низкий | 2–4 часа | Диагностический, а не корректирующий | 3-й |
| Лазерная сварка дефектов PS | Средний | 1–3 дня | Постоянная защита от износа | 4-й |
| Замените изношенные износные пластины рукояти | Низкий–Medium | 4–8 часов | Постоянная для слайд-вспышки | 5-е место |
| Замените выталкивающие штифты (увеличенный зазор). | Низкий | 4–8 часов | Постоянный для контактной вспышки | 6-е место |
| Отшлифовать разделяемую поверхность | Средний | 3–7 дней | Перманентный для широкого ношения PS | 7-е место |
| Добавить опорные стойки (недостаток конструкции) | Высокий | 2–4 недели | Постоянный для вспышки, вызванной отклонением | 8-е место |
| Увеличьте твердость стали (повторно вставьте более твердую сталь) | Высокий | 3–6 недель | Долгосрочная профилактика износа | 9-е |
6. Особые случаи: материалы с высоким риском вспышки
ППС и ЛКП
Оба материала имеют вязкость расплава в 3–5 раз ниже, чем ABS при температурах обработки. Они найдут и воспользуются любым пробелом, который преодолевают стандартные материалы. Пресс-формы, использующие PPS или LCP, должны с самого начала изготавливаться с более жесткими допусками — модернизация пресс-формы со стандартными допусками для работы с PPS редко бывает экономически эффективной.
Обязательные требования:
- Полая сталь S136 или 420SS (коррозия и твердость)
- Плоскостность разделяющей поверхности ≤0,005 мм
- Зазор выталкивающего штифта ≤0,006 мм с каждой стороны
- Глубина вентиляционного отверстия ≤0,008 мм сухого сечения
- Опорные стойки с максимальным расстоянием между центрами 120 мм.
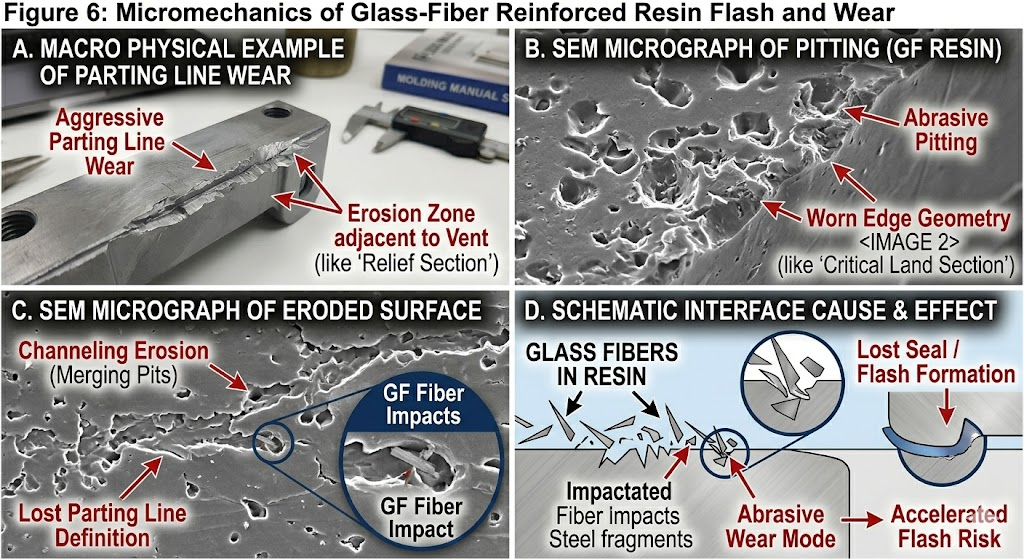
Стеклонаполненные марки (GF30 и выше)
Стеклянные волокна абразивны. Разделительные поверхности, вентиляционные отверстия и отверстия для выталкивающих штифтов изнашиваются быстрее при производстве марок с наполнителем GF, чем при производстве марок без наполнителя. Интервалы технического обслуживания следует сократить на 30–40 % по сравнению с незаполненными графиками материалов. Настоятельно рекомендуется использовать вставки из закаленной стали (≥50 HRC) в местах повышенного износа (области ворот, линия разъема рядом с воротом).
Тонкостенные детали (стенка <1,0 мм)
Тонкостенные детали требуют высоких скоростей и давлений впрыска, что приводит к увеличению давления в полости до верхнего предела мощности пресс-зажима. Технологическое окно между коротким выстрелом и вспышкой очень узкое (иногда <5% давления впрыска). Эти формы требуют:
- Прецизионная поверхность разъема (плоскость ≤0,005 мм)
- Прижим большего размера, чем предполагает расчет зажима (добавьте запас 30 %)
- Датчики давления в полости в режиме реального времени — управление прессом с обратной связью для предотвращения вспышки
7. Стоимость Flash: почему устранение окупается
Стоимость Flash редко рассчитывается точно в системах качества. В реальную стоимость входит:
| Стоимость Element | Типичный диапазон на деталь | Примечания |
|---|---|---|
| Обрезной труд | 0,05–0,40 доллара США | Зависит от местоположения вспышки и доступности |
| Износ инструмента из-за заусенцев (ускоренное повреждение PS) | 0,01–0,05 доллара США амортизировано | Вспышка стирает PS, создавая цикл ухудшения |
| Повышенный процент брака (вспышка приводит к отбраковке детали) | 1–5% от стоимости продукции | Высокийer for tight-tolerance parts |
| Остановки сборочной линии (вспышка вызывает проблемы с посадкой) | Переменная | Может вызвать возврат средств клиентам |
| Возвраты клиентов/сбои на местах | Высокий | Специально для уплотнения поверхностей |
| Время простоя при ремонте пресс-формы | 500–5000 долларов за инцидент | Плюс потерянные производственные возможности |
Для детали среднего объема с объемом производства 500 000 деталей в год, стоимостью обрезки 0,20 доллара США за деталь и 2% брака, связанного с обшивкой, годовая стоимость неразрешенной обшивки превышает 150 000 долларов США — гораздо больше, чем стоимость надлежащего ремонта разделяемой поверхности или программы обслуживания пресс-формы.
8. Заключение
Вспышка — это симптом, а не первопричина. Чтобы окончательно решить эту проблему, необходимо определить, какая из семи категорий основных причин — сила зажима, состояние разделяемой поверхности, параметры процесса, вязкость материала, температура пресс-формы, конструктивные недостатки или износ компонентов — является фактической движущей силой. Одни только настройки процесса временно подавляют вспышку; исправления инструментов и конструкции устраняют это навсегда.
Наиболее экономически эффективной стратегией является профилактика: проектирование разделительных поверхностей, опорных конструкций и геометрии вентиляционных отверстий в соответствии с правильными спецификациями для конкретного обрабатываемого материала, а также реализация структурированной программы профилактического обслуживания, которая улавливает износ до того, как он станет качественным.
Похожие статьи:
- Понимание того, что такое короткий выстрел в литье под давлением: причины, решения и профилактика
- Контроль усадки и коробления при литье под давлением: инженерное руководство для OEM-производителей
- Переработка литьевой формы: можете ли вы преобразовать инструмент с 2 гнездами в инструмент с 4 гнездами?
- Полное руководство по ремонту литьевых форм: методы лазерной сварки и обработки поверхности
- Руководство по выбору высокоточной стали для литья под давлением
Пресс-форма IMTEC | Nr.818 Jinyuan Road, Иньчжоу, Нинбо, 315100, Чжэцзян, Китай | [email protected] | 86 153 5648 7586

