
Введение в проблемы переразания и связи
Overdleding - это преобразующий производственный процессВ в котором один материалВ обычно мягкий термопластичный эластомер (TPE) или резина, отличается непосредственно над или около второго жесткого материала (подложка). Этот метод невероятно универсален, что позволяет создавать компоненты с несколькими свойствами материала в одной части. Подумайте о комфортном, не скользящем захвате на инструменте, водонепроницаемом уплотнении на электронном устройстве или эстетически приятных многоцветных конструкциях на потребительских продуктах.
Преимущества перерадования многочисленны: улучшенная эргономика, улучшенная эстетика, ослабление шума и вибрации, электрическая изоляция и упрощенная сборка путем устранения необходимости в клеях или крепеж. Тем не менее, успех переворачивания петли на один критический фактор: достижение сильной постоянной связи между двумя различными материалами.

Без надежной связи, чрезмерные части могут страдать от общих и разочаровывающих проблем, таких как Разделение материала, очистка, пузырька или расслаивание Полем Представьте себе, что ручка с мягким намеком отрывается от его жесткого ядра, или запечатанный электронный корпус, сбой из-за проникновения влаги. Эти сбои не только ставят под угрозу функциональность продукта и долговечность, но также могут привести к дорогостоящим гарантийным требованиям, отзыву продукции и значительного ущерба репутации бренда.
Понимание науки о материальной связи при перерадении
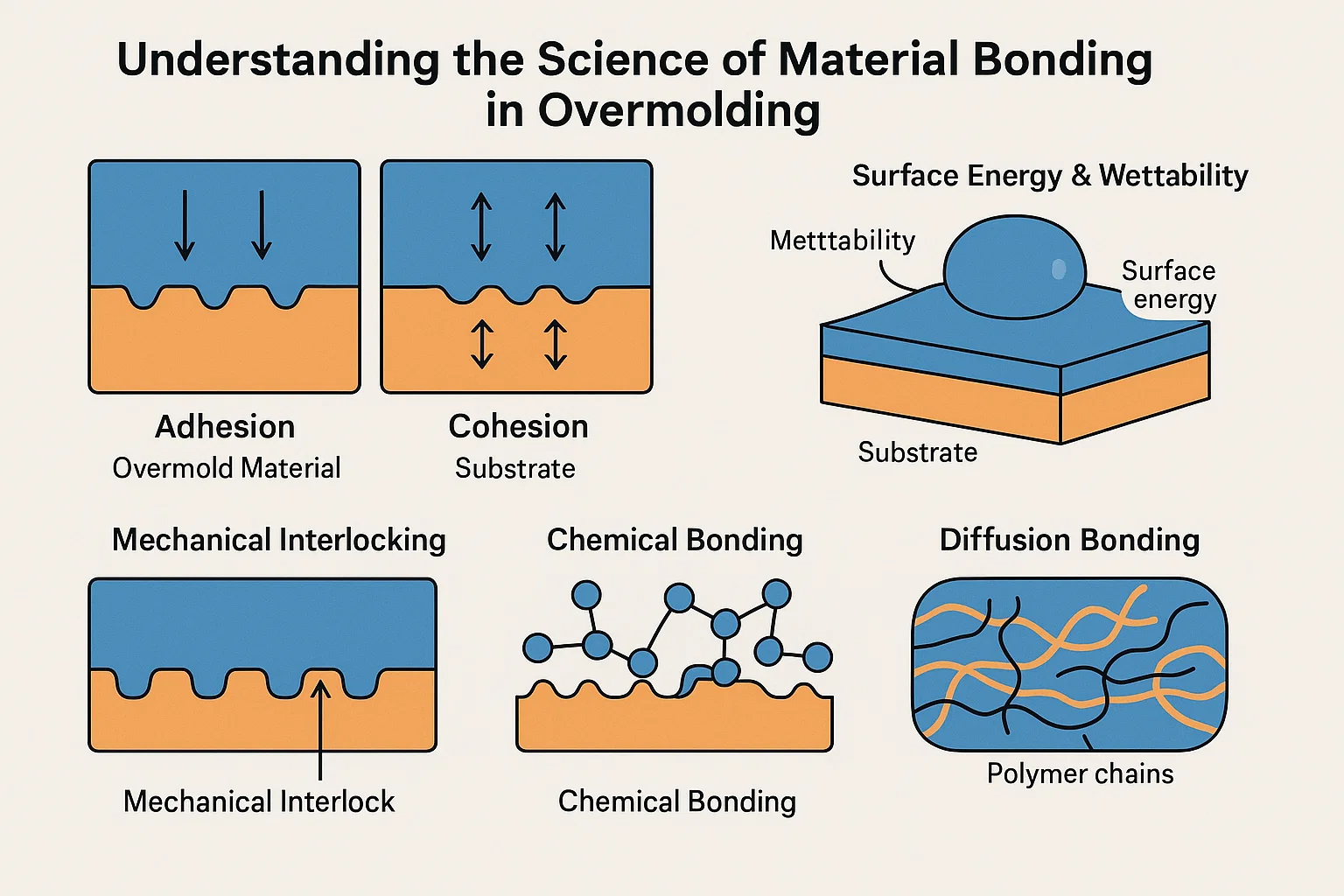
Достижение постоянной связи в перевороте не волшебство; Это наука, основанная на том, как материалы взаимодействуют на микроскопическом уровне. Чтобы по -настоящему овладеть чрезмерным рассылением, нам нужно понять фундаментальные принципы адгезия и сплоченность , и как они применяются к интерфейсу между вашим субстратом и чрезмерным материалом.
Адгезия относится к силу притяжения между двумя разной поверхности. Думайте об этом, как липкая лента; лента прилипает к стене. В переводке это связь между субстратом (первым материалом) и материалом OverdLold (второй материал). Сильная адгезия означает, что два материала не будут легко разорваться на их контактной поверхности.
Сплоченность , с другой стороны, относится к внутренней силе одинокий материал Если ваша липкая лента разрывается, это сплоченный отказ внутри самой ленты, а не клейкий отказ от стены. В перепланировании оба материала нуждаются в хорошей сплоченной прочности, чтобы предотвратить разрыв или разрушение внутри. Сильная переворота требует как превосходной адгезии на границе раздела, так и достаточной сплоченности в каждом материале.
Центральный в адгезии поверхностная энергия и смачиваемость :
-
Поверхностная энергия: Каждый материал имеет определенное количество энергии на его поверхности. Для эффективной связи материал OverdMold (в его расплавленном состоянии), как правило, должен иметь Нижняя поверхностная энергия чем субстрат, он протекает. Это позволяет расплавленному пластику и тщательно распределять поверхность подложки.
-
Смачиваемость: Это способность жидкости (материал расплавленного овернальда) распространяться по твердой поверхности (субстрат). Хорошая смачиваемость гарантирует, что расплавленный пластик может тесно связаться с субстратом, максимизируя потенциал для связи. Представьте себе, что водяная набор на восковой автомобиль по сравнению с разбрызгиванием на чистом стекле; Последний показывает лучшую смачиваемость.
Когда эти условия выполняются, вступают в игру различные механизмы связи, чтобы создать эту сильную, постоянную связь:
-
Механическое взаимодействие: Это похоже на микроскопическую головоломку. Материал расплавленного переворачивания течет в крошечные неровности, поры или намеренно спроектированные функции (например, подрез или отверстия) на поверхности подложки. Когда он остывает и затвердевает, он физически взаимосвязан с этими функциями, создавая механический якорь, который противостоит разделению. Это часто является основным механизмом связывания, особенно когда химическая совместимость ограничена.
-
Химическая связь: Это самая сильная форма адгезии, включающая образование Первичные химические связи (как ковалентные или ионные связи) или Вторичные силы (Как и силы Ван -дер -Ваальса, водородные связи) между молекулами двух материалов на их границе. Обычно это происходит, когда материалы имеют сходные химические структуры или когда могут взаимодействовать конкретные реактивные группы. Например, определенные оценки TPE спроектированы с химической связью с конкретными инженерными пластиками.
-
Диффузионная связь: В некоторых случаях, особенно с материалами, которые химически очень похожи и обрабатываются при высоких температурах, полимерные цепочки из материала OverdMold могут на самом деле рассеянный и запутывать с полимерными цепями субстрата. Это создает истинную межпензитивную сеть, эффективно размывая грань между двумя материалами и образуя невероятно прочную, почти неразлучную связь. Это часто наблюдается в двух выстрелах, где оба материала представляют собой пластмассы с одинаковыми свойствами расплава.
Ключевые факторы, влияющие на силу связи
Достижение превосходной связи в чрезмерном виде - это не только понимание науки; Речь идет о тщательном контроле нескольких практических факторов на протяжении всего процесса проектирования и производства. Пренебрежение любому из них может значительно поставить под угрозу окончательную силу связи.
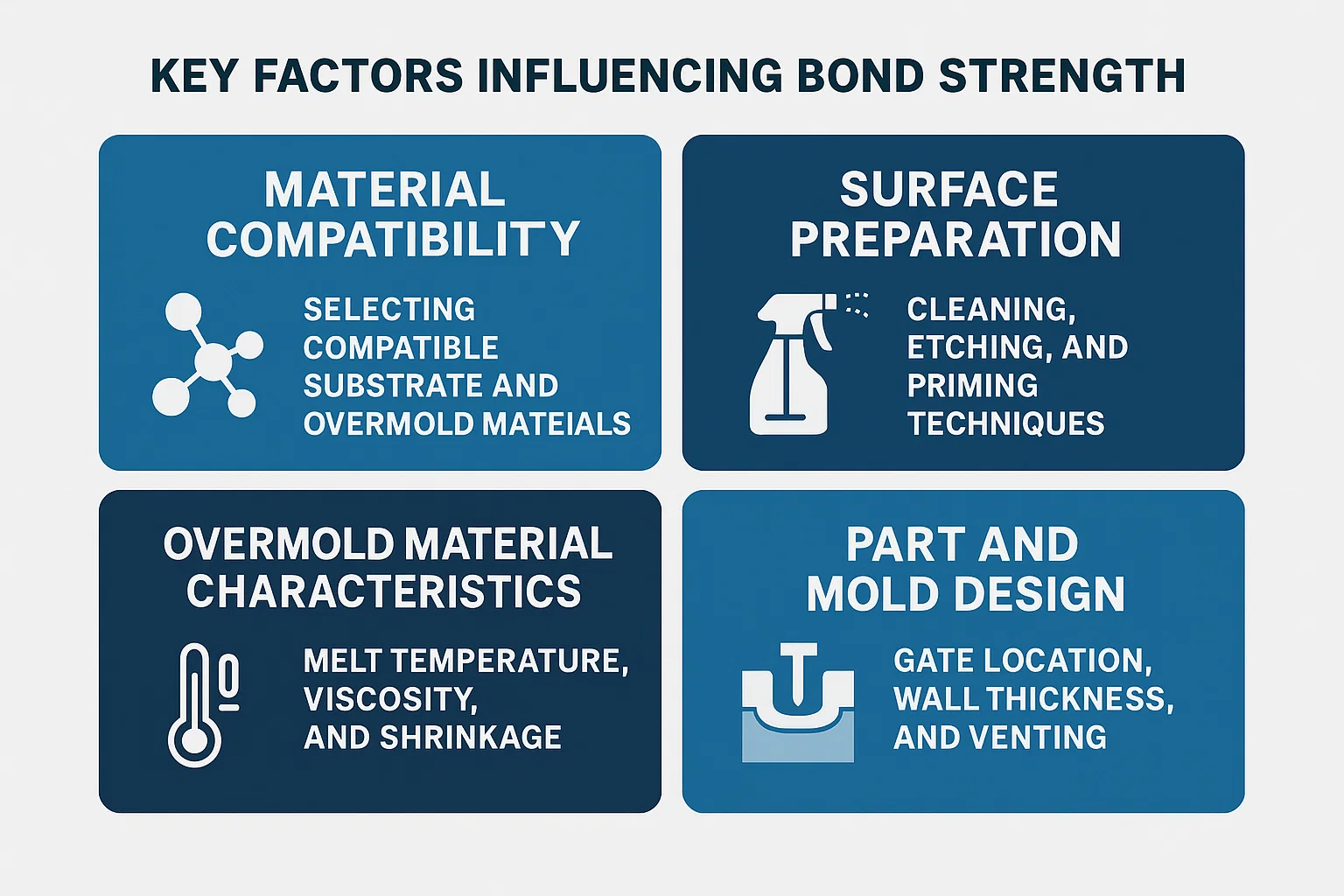
1. Совместимость материала: выбор совместимых субстрата и материалов Overdlodd
Это часто самая важная отправная точка. Выбор материалов диктует потенциал для химическая связь и диффузия .
-
Химическая сродство: Некоторые пары материала естественным образом «как» друг друга. Например, определенное TPE (термопластичные эластомеры) специально разработаны, чтобы хорошо связываться с общими жесткими пластиками, такими как ПК (поликарбонат) , ABS (акрилонитрил бутадиен стирол) , ПК/смеси ABS и даже Нейлон Полем И наоборот, связывание TPE с такими материалами, как PP (полипропилен) или PE (полиэтилен) может быть сложным без особых составов или поверхностных обработок из -за их низкой поверхностной энергии.
-
Сходство температуры расплавлять: В идеале, материал OverdLodd должен иметь температуру обработки, которая позволяет им эффективно течь и связываться без деформирования или разложения субстрата. Если материал OverdLOLD требует гораздо более высокой температуры, чем температура тепла подложки, он может привести к деформации или таянию первого выстрела.
-
Скорость усадки: Материалы сжимаются, когда они охлаждают. Если материалы OverdD и субстрата существенно различаются Скорость усадки Внутренние напряжения могут нарастать, что приводит к расслаиванию или растрескиванию с течением времени, особенно по краям или углам. Инженеры тщательно выбирают пары с аналогичным или дополнительным поведением в усадке.
2. Приготовление поверхности: методы очистки, травления и заполнения
Даже при совместимых материалах загрязненная или плохо приготовленная поверхность субстрата может сильно ослабить связь.
-
Уборка: Поверхность субстрата должна быть тщательно Чистый и свободный от агентов, масла, пыли или других загрязняющих веществ Полем Они действуют как барьеры, предотвращая интимный контакт и связь. В зависимости от субстрата, методы очистки могут варьироваться от простой промывки до ультразвуковой очистки или растворителя.
-
Механическое травление/текстурирование: Создание микроскопически шероховатой поверхности на подложке может значительно улучшить Механическое взаимодействие Полем Это может быть достигнуто с помощью таких методов, как песчаная обработка, лазерное травление или даже путем разработки текстуры непосредственно в первую форму выстрела. Повышенная площадь поверхности также обеспечивает больше точек для потенциального химического взаимодействия.
-
Химическое праймирование/адгезионные промоутеры: За сложные материалы комбинации, праймеры или адгезионные промоутеры может быть применен на поверхность субстрата. Эти химические вещества действуют как мост, образуя связь как с подложкой, так и с материалом Overdlodd. Это часто встречается при резиновом или пластическом переплате.
-
Лечение плазмы / лечение короны: Эти передовые поверхностные обработки используют электрический разряд для изменения поверхностной энергии субстрата, что делает его более восприимчивым к связующему. Они могут увеличить смачиваемость и создавать реактивные сайты для химической связи.
3. Характеристики материала OverdLod
Свойства самого материала OverdMold играют решающую роль в процессе инъекции.
-
Расплавлять температуру: Температура, при которой обрабатывается материал OverdLodle, должна точно контролировать. Должно быть достаточно жарко, чтобы достичь правильного потока и смачивания подложки, но не настолько горячим, что ухудшает материал или подложенный подложку.
-
Вязкость: А Вязкость (сопротивление потока) материал расплавленного овернальда влияет на его способность заполнять комплексные функции плесени и тесно контактный контакт с поверхностью субстрата. Материал, который слишком вязкий, может не заполнить мелкие детали для механической блокировки, в то время как тот, который слишком жидкий, может мигать.
-
Усадка: Как уже упоминалось, усадку материала OverdMold необходимо управлять по отношению к субстрату для предотвращения внутреннего напряжения и сбоя связи.
4. Часть и дизайн пресс -формы: местоположение ворот, толщина стенки и вентиляция
Умный дизайн с самого начала может предотвратить многие проблемы с связью.
-
Расположение ворот: А ворота (где расплавленный пластик попадает в форму), следует разместить стратегически, чтобы обеспечить равномерное и полное заполнение полости с надбором. Плохое местоположение ворот может привести к неполному наполнению, линии сварки или областям с недостаточным давлением, все из которых ставят под угрозу прочность связи.
-
Толщина стены: Поддержание Последовательная толщина стенки В материале OverdLOLD помогает обеспечить равномерное охлаждение и усадку, минимизируя внутреннее напряжение. Резкие изменения толщины стены могут привести к дифференциальному охлаждению, деформации и ослаблению связей.
-
Вентиляция: Поскольку расплавленный материал заполняет форму, воздух смещается. Если этот воздух не может сбежать через должное вентиляция , он может оказаться в ловушке, что приводит к коротким снимкам, счетам или областям, где материал OverdLold не полностью связывается с субстратом, создавая слабые места.
-
Подкраски, канавки и отверстия: Как обсуждалось в механической блокировке, включение этих функций в конструкцию субстрата имеет решающее значение для создания физических якорей для материала OverdMold. Эти функции должны быть спроектированы с соответствующими углами, чтобы обеспечить легкое демольд, не повреждая переосмысленную часть.
Методы улучшения механической блокировки
В то время как химическая совместимость и оптимизированная обработка жизненно важны, Механическое взаимодействие Стоит как надежный и часто незаменимый метод для обеспечения прочной, физической связи в переводке. Это создает буквальную «сцепление» между двумя материалами, предотвращая разделение, даже когда химическая адгезия ограничена. Это особенно важно, когда перерадование материалов с плохим химическим сродством, такими как соединение мягкого TPE с низкой поверхностной энергией, такой как полипропилен (PP).
Вот ключевые методы проектирования для максимизации механического взаимодействия:
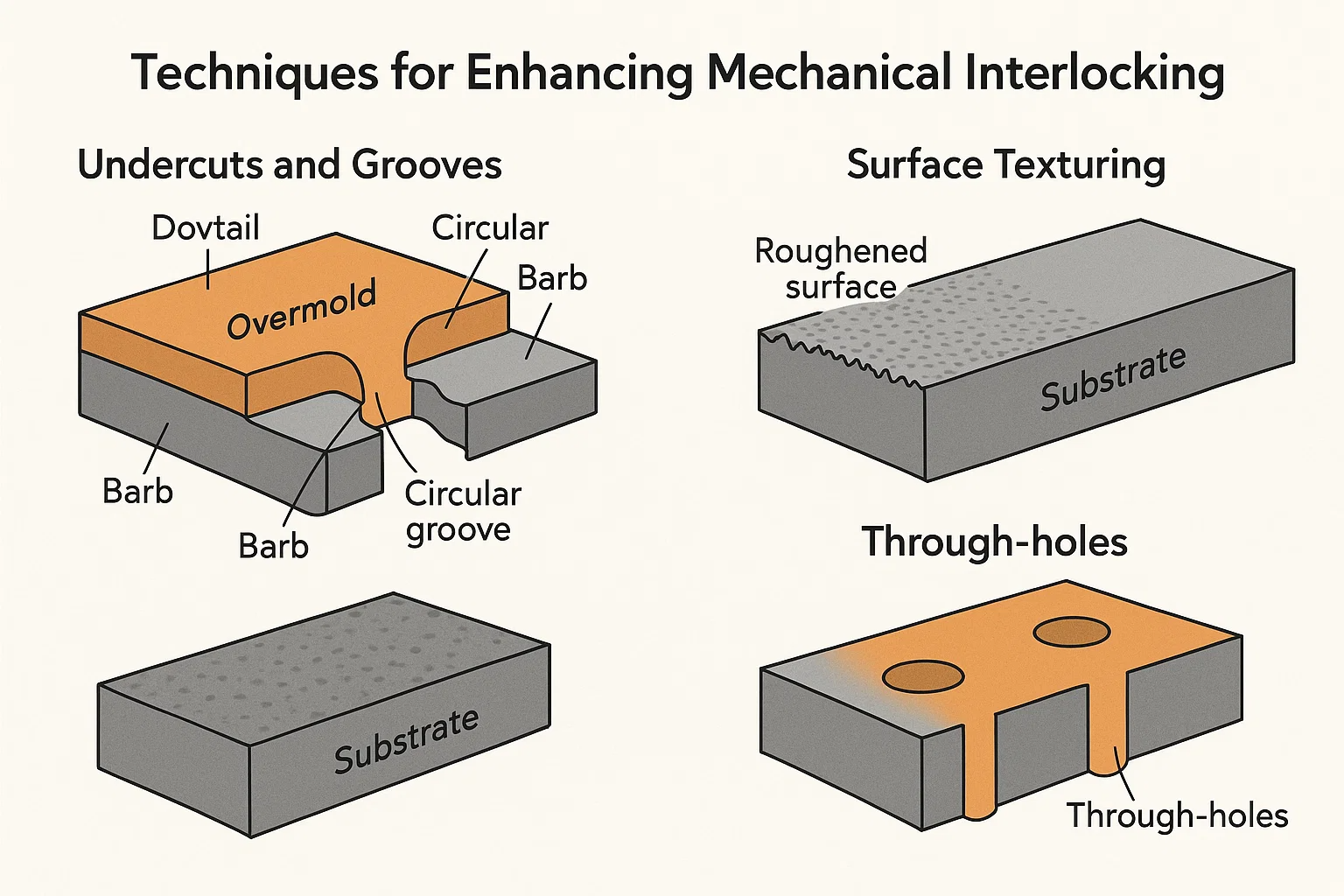
1. Подрезки и канавки: проектирование функций для удержания механики
Подумайте о подрезках и канавках как о микроскопических крючках или якорях внутри подложки. Когда материал расплавленного переворачивания впадает в эти функции и охлаждается, он укрепляется вокруг них, создавая физический замок.
-
Подписаны: Это функции, которые создают «сход» или форму, которая больше под поверхность, чем на отверстии. Поскольку материал OverdLodle остывает и сжимается, он плотно втягивается в эти подрезки. Примеры включают:
-
DoveTail Grooves: V-образные каналы, где основание шире, чем открытие.
-
Круглые канавки: Кольца или каналы, в которые может перетекать материал OverdLold и схватить.
-
Колючки или ребра: Небольшие, выступающие особенности на подложке, которые инкапсулирует материал OverdLold.
-
-
Grooves: Простые каналы или углубления на поверхности подложки позволяют материалу OverdMold заполнять и затвердеть, создавая механический ключ. Они могут быть прямыми, изогнутыми или следовать контуру детали.
Совет дизайна: При проектировании подрез, всегда рассматривайте проект углов для легкого разжигания, не повреждая переосмысленную часть или саму плесень. Материал OverdLold должен быть достаточно гибким, чтобы слегка деформироваться во время выброса, если подрез не является частью механизма слайда или подъема в форме.
2. Текстурирование поверхности: создание грубой поверхности для повышенной адгезии
Гладкая поверхность предлагает минимальные точки для механического контакта. Создавая грубую или текстурированную поверхность на подложке, вы резко увеличиваете площадь поверхности, доступную для того, чтобы материал OverdLodle мог протекать и схватить.
-
В виде текстуры: Самый простой метод состоит в том, чтобы спроектировать текстуру непосредственно в форму для части субстрата. Это может быть тонкая штипль, матовая отделка или даже тонкий абразивный рисунок.
-
Абразивный взрыв: После того, как часть субстрата отличается, она может быть записана на песок или пробужден. Это физически шероховится на поверхности, создавая микроскопические пики и долины, с которыми материал OverdLodle может течь и общаться. Это также помогает удалить любые загрязнители поверхности.
-
Лазерное травление: Точное лазерное травление может создавать сложные и высоко контролируемые текстуры или паттерны на поверхности субстрата, оптимизируя механическую связь для определенных областей.
-
Химическое травление: Некоторые химические вещества могут избирательно травить поверхность пластмасс, создавая микроскопически более грубую топографию, которая усиливает механическую адгезию.
Выгода: Повышенная площадь поверхности не только улучшает механическую блокировку, но также может косвенно помочь химическим связям, подвергая больше реактивных сайтов.
3. сквозные отверстия: использование отверстий для потока материала и взаимодействия
Включение стратегически расположенного сквозные отверстия В подложке позволяет материал OverdLold полностью протекать и образовывать твердую «заклепку» или «post» с другой стороны. Это создает очень сильный двухсторонний механический замок.
-
Материальные заклепки: Когда материал OverdLold протекает через отверстие, он создает материал «заклепки», который твердо прикрепляет Overmold к подложке.
-
Распределение нагрузки: Множественные сквозные отверстия могут более равномерно распределять стресс по всему графику, улучшая общую долговечность отливной части.
-
Вентиляция (косвенная выгода): В некоторых случаях сквозные отверстия также могут помочь в вентиляции захваченного воздуха во время процесса переводки, обеспечивая полное заполнение и контакт.
Рассмотрение: Размер и размещение сквозных отверстий имеет решающее значение. Они должны быть достаточно большими, чтобы обеспечить хороший материальный поток, но не настолько большие, что они ставят под угрозу структурную целостность субстрата.
Использование химической связи для превосходной адгезии
В то время как механическое взаимодействие обеспечивает сильный физический якорь, химическая связь предлагает самый высокий уровень адгезии, создавая практически неотъемлемый интерфейс между субстратом и материалом OverdLold. Этот метод опирается на фактическое молекулярное взаимодействие между двумя полимерами, что приводит к связке, которая часто сильнее, чем сплоченная сила любого материала.
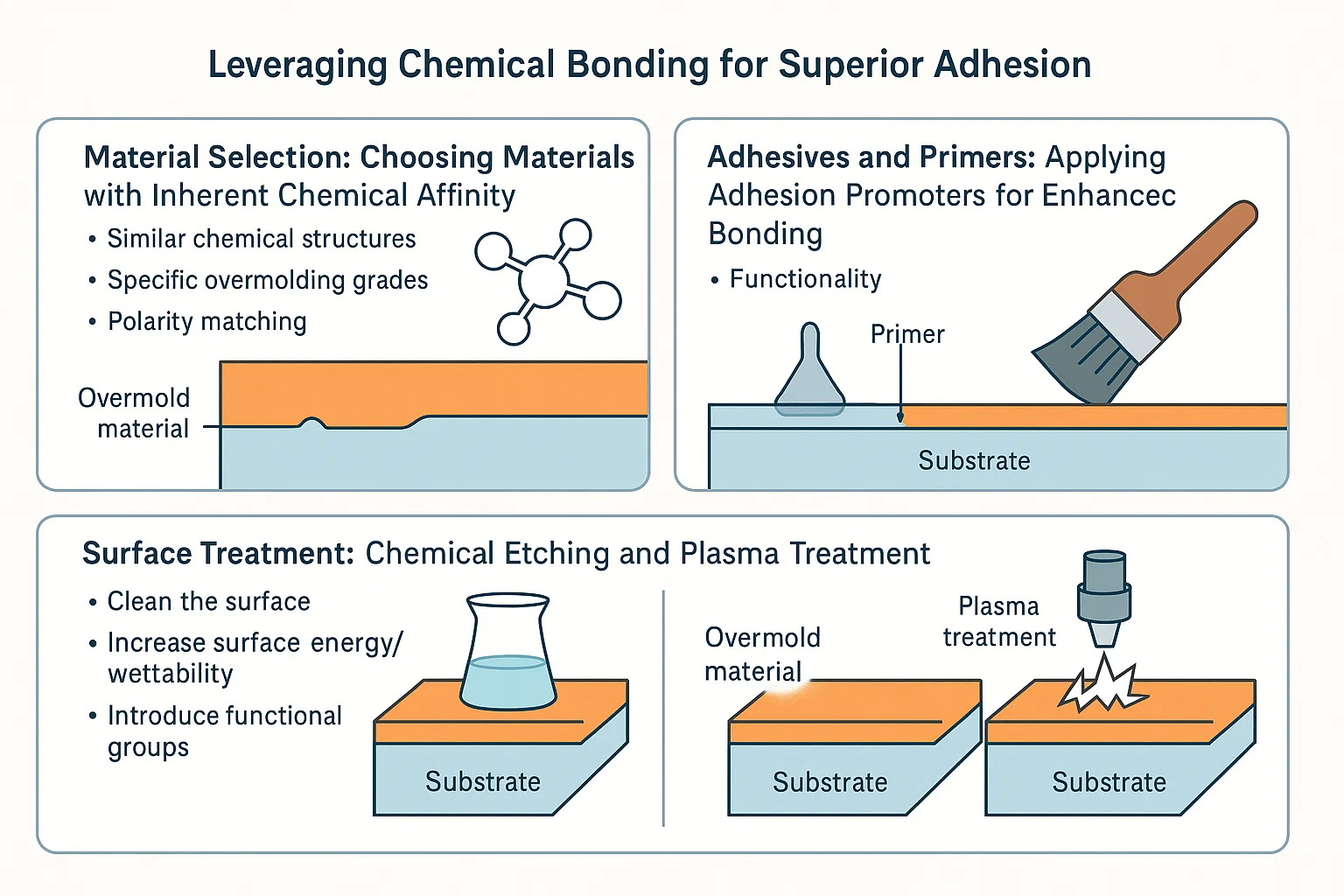
1. Выбор материала: выбор материалов с неотъемлемым химическим сродством
Основа химических связей заключается в выборе материалов, которые по своей природе совместимы на молекулярном уровне. Именно здесь станет важным экспертиза в химии полимеров.
-
Подобные химические структуры: Полимеры с аналогичными химическими костями или функциональными группами, как правило, с большей готовностью связываются. Например, определенное термопластичные полиуретаны (TPU) Известно, что образуют прочные химические связи с Поликарбонаты (ПК) и Акрилонитрил бутадиен стирол (АБС) Из -за общих полярных характеристик и потенциала для водородных связей или других молекулярных достопримечательностей.
-
Конкретные оценки переплавления: Многие поставщики материалов предлагают специализированные Овергание сортов TPE или других полимеров. Эти оценки спроектированы для содержания добавок или уникальных полимерных цепных структур, которые способствуют химической реакционной способности и адгезии с конкретными жесткими субстратами (например, TPE, предназначенные для связи с нейлоном, PE или PP, которые обычно сложны).
-
Сопоставление полярности: Материалы с одинаковой полярностью имеют тенденцию взаимодействовать лучше. Полярные материалы (такие как ПК, АБС, Нейлон) с большей вероятностью связываются с другими полярными материалами, в то время как неполярные материалы (например, ПП, П.П.) требуют особых добавок или обработки поверхности для достижения хорошей адгезии с полярными материалами.
Работа в тесном сотрудничестве с поставщиками материалов для выбора оптимальной пары смолы для вашего конкретного применения часто является наиболее простым путем к достижению химической связи.
2. Клей и праймеры: применение промоторов адгезии для усиления связи
Когда неотъемлемое химическое сродство между материалами ограничено, или необходим дополнительный уровень безопасности, клей или праймеры (промоторы адгезии) можно использовать. Эти вещества действуют как мост, создавая связь как с подложкой, так и с материалом Overdlodd.
-
Праймеры/слои галстука: Обычно это тонкие покрытия, нанесенные на подложку перед процессом переводки. Они содержат химические группы, которые могут реагировать как с поверхностью субстрата, так и с расплавленным материалом, образуя молекулярный мост.
-
Реактивные клеевые: В некоторых специализированных приложениях может быть применен тонкий слой реактивного клея. Тем не менее, это добавляет вторичный шаг процесса и встречается реже в чрезвычайном переплачении инъекций с большим объемом, когда целью часто следует устранить такие шаги.
-
Функциональность: Праймеры особенно полезны для сочетания разнородных материалов, таких как Силиконовая резина до пластика или Металл в пластик , где прямое химическое соединение посредством обычного перерадования является сложной задачей.
Метод применения (распыление, погружение, вытирать) и условия сушки для праймеров имеют решающее значение для их эффективности.
3. Обработка поверхности: химическое травление и обработка плазмы
Даже с химически совместимыми материалами, поверхностные загрязнители или низкая поверхностная энергия могут препятствовать связям. Различные поверхностные обработки могут подготовить субстрат, чтобы быть более восприимчивым к химическому взаимодействию.
-
Химическое травление: Это включает в себя воздействие поверхности субстрата на определенные химические растворы, которые микроскопически изменяют его топографию и химический состав. Он может удалять слабые пограничные слои и создавать реактивные участки, тем самым увеличивая поверхностную энергию и способствуя более сильным химическим связям. Например, некоторые полиолефины могут быть химически запечатлены, чтобы улучшить их связь.
-
Лечение плазмы (атмосферная или вакуум): В этом высокоэффективном методе используется ионизированный газ (плазма) для модификации нескольких верхних атомных слоев поверхности субстрата. Плазменное лечение может:
-
Очистите поверхность: Удалить органические загрязнения на молекулярном уровне.
-
Увеличьте поверхностную энергию/смачиваемость: Сделайте поверхность более «восприимчивой» к расплавленному материалу, что позволяет ей распространяться более эффективно.
-
Ввести функциональные группы: Создайте новые химические группы на поверхности, которые могут непосредственно реагировать с материалом OverdLodle, образуя ковалентные связи.
-
-
Лечение короны: Подобно обработке плазмы, обработка корон-разряда использует высокочастотные электрические разряды для модификации поверхностных свойств непористого материала, обычно используемых на пленках и листах, но также применимых к некоторым литым частям для улучшения власти и адгезии.
Стратегически комбинируя выбор материала с соответствующими методами подготовки поверхности, производители могут раскрыть весь потенциал химической связи, что приводит к чрезмерным деталям с исключительной, долговечной адгезией и структурной целостностью.
Оптимизация процесса перера
Даже с идеальным выбором материала и блестяще спроектированной плесенью, фактическими параметрами процесса переводки являются линчпин, которая обеспечивает прочную, последовательную связь. Небольшие отклонения температуры, давления или скорости могут значительно повлиять на качество границы раздела между субстратом и материалом OverdLodle. Точный контроль этих параметров имеет решающее значение для достижения постоянной связи.
1. Управление температурой: управление температурой расплава и температурой пресс -формы
Температура играет двойную роль в чрезмерном распаде, влияя на поток материала и связь.
-
Расплавлять температуру: Температура расплавленного материала, входящего в плесень, имеет решающее значение.
-
Слишком низко: Если температура расплава слишком низкая, материал не будет легко течь. Он не может полностью промокнуть поверхность подложки, не может заполнить сложные механические блокировки или слишком быстро затвердеть, что приводит к неполному контакту и слабым связям.
-
Слишком высоко: И наоборот, чрезмерно высокая температура расплава может привести к снижению материала, что приведет к плохим механическим свойствам, обесцвечиванию или даже сжиганию. Это также может рисковать деформированием или повреждением субстрата, особенно если субстрат имеет более низкую температуру тепла.
-
Оптимальный баланс: Идеальная температура расплава гарантирует, что вязкость материала достаточно низкая для хорошего потока и смачивания, способствуя интимному контакту и химическому взаимодействию, не вызывая деградации.
-
-
Температура формы: Температура самой плесени напрямую влияет на то, как материал OverdLodle остывает и затвердевает.
-
Слишком холодно: Слишком холодная плесень может привести к преждевременному «заморозить» материал, что приводит к неполному заполнению, плохой отделке поверхности и неадекватному контакту с субстратом, предотвращая эффективное соединение.
-
Слишком жарко: Чрезмерно горячая плесень может продлить время цикла, вызвать ухудшение материала или привести к чрезмерной усадке и боевой части, поскольку часть охлаждается вне формы.
-
Соображения субстрата: Для переплачивания температура формы также влияет на температуру поверхности подложки. Соответствующая теплая плесень может помочь сохранить поверхность субстрата слегка податливой, улучшая способность материала OverdLodd связываться. Тем не менее, это не должно быть настолько горячим, чтобы привести к деформированию субстрата.
-
2. Скорость давления и впрыска: регулировка параметров для оптимального потока материала
Сила и скорость, с которой материал OverdLod, впадает в полость, жизненно важны для правильного заполнения и адгезии.
-
Скорость впрыска:
-
Слишком медленно: Медленная скорость впрыска может привести к преждевременному охлаждению расплавленного материала, прежде чем он полностью заполняет полость или тесно контактирует с подложкой. Это может привести к коротким снимкам, линиям потока и слабым участкам связи.
-
Слишком быстро: Чрезмерно быстрая скорость впрыска может вызвать «струя» (неконтролируемый поток, вызывающий турбулент), захват воздуха (приводя к пустотам или слабым пятнам) или даже разрушает поверхность субстрата, все из которых компрометируют прочность связи.
-
Контролируемое заполнение: Оптимальная скорость впрыска обеспечивает гладкий ламинарный поток, который позволяет расплавленному материалу равномерно заполнять полость и полностью намочить поверхность подложки, способствуя максимальному контакту и механическому блокировке.
-
-
Давление впрыска (давление заполнения и давление с удержанием/упаковкой):
-
Давление заполнения: Это давление, используемое на начальной фазе заполнения. Достаточное давление гарантирует, что материал достигает каждой части полости, особенно в сложные особенности, предназначенные для механической блокировки.
-
Удерживание/упаковочное давление: После того, как плесень заполняется, давление сдерживания прикладывается на определенную продолжительность. Это давление упаковывает дополнительный материал в полость, чтобы компенсировать усадку материала при охлаждении. Это важно для силы облигации. Без адекватного давления с удержанием материал OverdLodd может отодвигаться от субстрата, что приводит к пустотам, оценок и сбою связи. Это гарантирует, что интимный контакт поддерживается до тех пор, пока материал не затвердеет.
-
3. Скорость охлаждения: контроль охлаждения, чтобы минимизировать усадку и напряжение
Скорость, с которой переосмысленная часть охлаждает, значительно влияет на внутреннее напряжение и целостность связи.
-
Единое охлаждение: Не единообразное охлаждение может привести к дифференциальной усадке между наддувными и субстратными материалами, создавая внутренние напряжения, которые могут вызвать ведомое место, растрескивание или расслаивание с течением времени. Правильная конструкция плесени с оптимизированными каналами охлаждения помогает обеспечить равномерную скорость охлаждения.
-
Время охлаждения: Достаточное время охлаждения в форме необходимо для того, чтобы материал OverdLodle полностью затвердел и развил достаточную прочность, чтобы выдерживать силы выброса без деформирования или отделения от субстрата. Вытягивание части слишком рано может повредить зарождающуюся связь.
-
Минимизация стресса: Контролируемое охлаждение помогает минимизировать остаточные напряжения внутри части. Высокие остаточные напряжения, особенно на границе раздела материала, являются общей причиной долгосрочной недостаточности связи.
Освоение этих параметров процесса требует точного управления машиной, часто через сложные машины для литья под давлением, способные тонко настраивать каждую стадию цикла. Непрерывный мониторинг и корректировка в зависимости от качества части и целостности облигаций необходимы для успешного переворота.
Расчетные соображения для прочных переосмысленных деталей
Сильная связь в переводке начинается задолго до того, как материал попадет на машину. Это начинается с интеллектуального продукта и дизайна плесени. Вдумчивый дизайн сводит к минимуму стресс, обеспечивает надлежащий поток материала и интегрирует функции, которые по своей сути укрепляют связь, что приводит к прочным и надежным перерадным деталям.
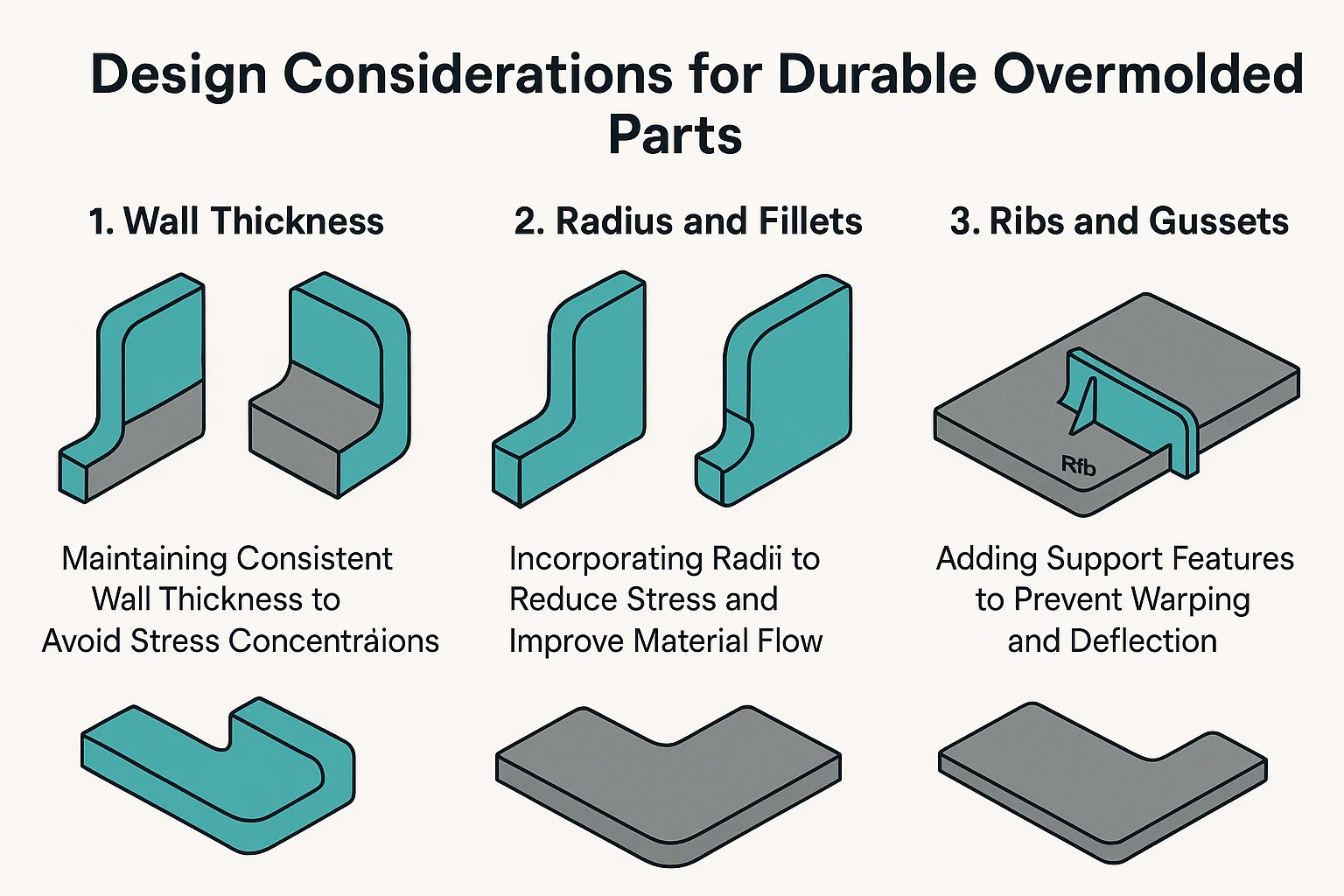
1. Толщина стенки: поддержание постоянной толщины стенки, чтобы избежать концентраций напряжений
Одно из самых фундаментальных правил в пластиковой детали применяется непосредственно к перевороту: Поддерживайте постоянную толщину стенки .
-
Проблема: Резкие изменения толщины стен создают области, где материал охлаждается и сжимается с разными скоростями. Это дифференциальное охлаждение приводит к внутренние стрессы В пределах чрезмерного материала и, критически, на интерфейсе с подложкой. Эти стрессы могут проявляться как деформация, следы погружения, или, что наиболее убедительно, для переплавления, Расслоение и сбой облигаций через некоторое время.
-
Решение: Создайте слой OverdLoD с максимально равномерной толщиной стенки. Если изменения толщины неизбежны из -за геометрии части, реализуйте постепенные переходы (например, используя длинные, нежные конусы вместо острых шагов). Это обеспечивает больше ровного охлаждения и сводит к минимуму концентрации напряжений на линии связи.
2. Радиус и филе: включение радиусов для уменьшения напряжения и улучшения потока материала
Острые углы являются печально известными концентраторами напряжений в пластиковых частях. В OverDloding они представляют двойную угрозу для целостности облигаций.
-
Концентрация стресса: Внутренние острые углы (где материал OverdLodl соответствует субстрату) создают локализованные точки напряжения, что делает связь уязвимой для растрескивания или очистки при нагрузке или изменениях температуры. Внешние острые углы также могут быть слабыми точками.
-
Плохой поток материала: Расплавленный пластик предпочитает плавно течь. Острые углы создают сопротивление, что потенциально приводит к неполному наполнению, пустотам или более слабым участкам, где материал изо всех сил пытается полностью намочить и инкапсулировать подложку.
-
Решение: Включить щедро радиусы (округлые внешние углы) и Филе (округлые внутренние углы) На всех переходах и пересечениях в рамках дизайна Overmold и на подложке, где Overdold свяжется с ним.
-
Преимущества: Радиусы и филе допускают более плавный поток материала, снижать концентрации напряжений, улучшать прочность на части и повышать формулируемость, которые способствуют более надежной связи. Цель радиусов, по крайней мере, в 0,5 до 1,0 раза больше толщины стенки.
-
3. Ребра и Гуссеты: добавление функций поддержки для предотвращения деформации и отклонения
В то время как в основном известный для добавления жесткости и прочности к пластиковым деталям, правильно разработанные ребра и гуссеты могут косвенно поддерживать целостность связи при перерадении путем предотвращения деформации детали.
-
Предотвращение в борьбе: Большие, плоские участки излиганного материала склонны к деформации, когда они охлаждают. Если Overdlord исчезает от субстрата, связь неизбежно потерпит неудачу. Ребра являются тонкими, поддерживающими стенами, добавленными в некосметическую сторону детали. Они увеличивают жесткость, не добавляя значительную массу и не требуя чрезмерной толщины стенки.
-
Уменьшение отклонения: Gussets Треугольные опорные структуры часто расположены на соединении стены и босса, или у основания ребра. Они предотвращают отклонение и укрепляют углы.
-
Защита от косвенной облигации: Поддерживая общую форму и размерную стабильность переосмысленной части, ребрышки и сжигания гарантируют, что материал подложки и чрезмерной линии остается в их предполагаемой конфигурации, предотвращая напряжения, которые могут их раздвинуть. Они помогают поддерживать целостность основных механизмов связывания (механические или химические).
Совет дизайна: При проектировании ребер для переполненных деталей убедитесь, что их толщина составляет процент (обычно 40-60%) толщины номинальной стенки, чтобы избежать отметок по раковине на косметической стороне. Кроме того, убедитесь, что они имеют надлежащие углы тяги для легкого выброса плесени.
Тематические исследования: Успешные приложения для переворота
Видеть, как применяются принципы чрезмерного распада в реальных продуктах, является лучшим способом понять ее силу и универсальность в достижении надежных облигаций. От улучшения пользовательского опыта до обеспечения критической функциональности, Overdlowing является ключевым фактором, способствующим в различных отраслях.
1. Медицинские устройства: примеры чрезмерного рассылки в медицинских приложениях
Индустрия медицинских устройств требует крайней точности, биосовместимости и часто способности выдерживать стерилизацию. Overdlolding имеет решающее значение для создания безопасных, удобных и высокофункциональных медицинских продуктов.
-
Хирургические ручные инструменты и ручки: Многие хирургические инструменты, от скальпелей до эндоскопических инструментов, оснащены надруганными захватами.
-
Успех по связям: Жесткий пластик (например, Peek или ABS) образует структурное ядро, в то время как мягкий, часто медицинский класс TPE (термопластичный эластомер) переполнен в зону захвата. Связь гарантирует, что сцепление не проскальзывает во время критических процедур, повышая контроль хирурга и безопасность пациентов.
-
Используются методы: Механическое взаимодействие (например, небольшие текстурированные функции или подрезки на жесткой ручке) часто объединяются с химически совместимые медицинские TPES специально сформулировано для сильной адгезии к субстрату. Выбор TPE обеспечивает биосовместимость и устойчивость к циклам стерилизации.
-
-
Системы доставки жидкости (например, капельные наборы IV, катетеры): Overdlowing используется для создания безопасных соединений и предотвращения утечек в путях жидкости.
-
Успех по связям: Жесткий разъем (например, ПК или ABS) может быть переполнен гибким, биосовместимым TPE или силиконом для создания уплотнения утечки или мягкого, дружественного к пациентам разделам. Это устраняет необходимость в клеях и уменьшает этапы сборки.
-
Используются методы: Химическая связь Здесь имеет первостепенное значение для обеспечения герметического уплотнения. Специализированные силиконовые или TPE -оценки выбираются для их внутренних свойств адгезии для медицинских пластмасс, часто в сочетании с поверхностная активация (например, обработка плазмы) на жестком субстрате для оптимального молекулярного слияния.
-
2. Автомобильные компоненты: Решения Overdlinging в автомобильной промышленности
Автомобильный сектор использует чрезмерное рассылку как для функциональных, так и для эстетических улучшений, стремясь к долговечности, снижению шума и ощущению премиум -класса.
-
Внутренняя отделка и кнопки: Автомобильные интерьеры часто используют Overdlinging для таких функций, как кнопки панели приборной панели, ручки переключения и ручки для дверных ручек.
-
Успех по связям: Жесткий субстрат ABS или ПК образует основание, перерадованный с помощью мягкого нажатия TPE. Это обеспечивает тактильное, удобное ощущение и улучшенную эргономику, в то время как связь предотвращает очистку мягкого нажатия, даже после многих лет использования и воздействия экстремальных температур.
-
Используются методы: Сосредоточиться на Совместимость материала между TPE и выбранным жестким пластиком (например, специфические оценки TPE для ABS/PC). Механическое взаимодействие Через тонкие текстуры или функции на подложке еще больше усиливает связь с силами сдвига.
-
-
Прокладки и печати: Overdling все чаще используется для создания интегрированных уплотнений непосредственно на пластиковые корпусы или компоненты.
-
Успех по связям: Вместо отдельного уплотнительного кольца или прокладки, которые необходимо собрать, гибкий материал (например, TPE или специализированная резина) переполняется непосредственно на жесткий пластиковый корпус (например, крышка двигателя, корпус датчика). Это создает высокоэффективное и надежное уплотнение, что имеет решающее значение для предотвращения проникновения жидкости или пыли.
-
Используются методы: В первую очередь полагается химическая связь и Точный дизайн плесени Полем Материал OverdMold выбирается для его герметизирующих свойств и его способности химически придерживаться жесткого компонента, часто с осторожностью управление параметрами процесса (например, давление впрыска) для обеспечения полного заполнения и интимного контакта для непрерывного уплотнения.
-
3. Потребительская электроника: приложения в электронных устройствах и корпусах
Потребительская электроника выигрывает от чрезмерного рассылания для повышения долговечности, водонепроницаемости и комфорта пользователя.
-
Носимые устройства (например, умные часы, фитнес -трекеры): Полосы, а иногда даже части корпуса устройства переполнены.
-
Успех по связям: Жесткий внутренний кадр или модуль датчика (часто ПК или металл) переполнен гибким силиконом или TPE для создания удобного, дружественного кожи ремешка или водостойкого корпуса. Связанка должна выдерживать сгибание, пот и ежедневную одежду.
-
Используются методы: Критическое использование Механическое взаимодействие (например, отверстия, ребра или специально разработанные точки привязки на жесткой вставке) в сочетании с химическая связь Через специализированные оценки переплаты TPE или LSR (жидкий силиконовый резин), предназначенные для прилипания к пластмассам или металлам. Подготовка поверхности (например, обработка плазмы на металлических вставках) распространена.
-
-
Ручки и ручки электрон инструмента: Подобно медицинским инструментам, электроинструменты используют чрезмерные рукоятки для лучшей эргономики и демпфирования вибрации.
-
Успех по связям: Прочный, устойчивый к воздействию пластиковый корпус (например, PA, ABS) переполняется более мягким TPE или резиной. Связь обеспечивает безопасную, удобную сцепление, которая снижает усталость пользователя и предотвращает проскальзывание даже в влажных или жирных условиях.
-
Используются методы: Комбинация Механическое взаимодействие (например, агрессивное текстурирование, подрывы на жесткой ручке) и оптимизированные параметры процесса Для обеспечения того, чтобы материал OverdLodle полностью инкапсулирует функции сцепления. Выбор материалов фокусируется на TPE с хорошей тактикой и надежной адгезией к выбранному инженерному пластику. .
-

