
Введение
В мире производства литье под давлением остается золотым стандартом производства высококачественных пластиковых деталей. Однако самым большим барьером для входа обычно является не стоимость пластиковой смолы, а стоимость плесень (или «инструмент») сам по себе.
Для дизайнеров и инженеров продуктов «стратегия инструментов» часто является наиболее важным решением в жизненном цикле проекта. Неправильный выбор может привести к потере тысяч долларов бюджета или, наоборот, к изнашиванию формы, которая изнашивается еще до того, как вы выполните свои заказы.
Промышленность обычно делит изготовление пресс-форм на две категории: Мягкая оснастка и Твердая оснастка . Хотя названия подразумевают разницу в физической текстуре, на самом деле различие заключается в металлургии материала формы, скорости обработки и долговечности.
В этом руководстве рассматриваются технические и коммерческие различия между этими двумя подходами, чтобы помочь вам решить, какой путь соответствует вашему бюджету, срокам и объему производства.
Что такое мягкая оснастка?
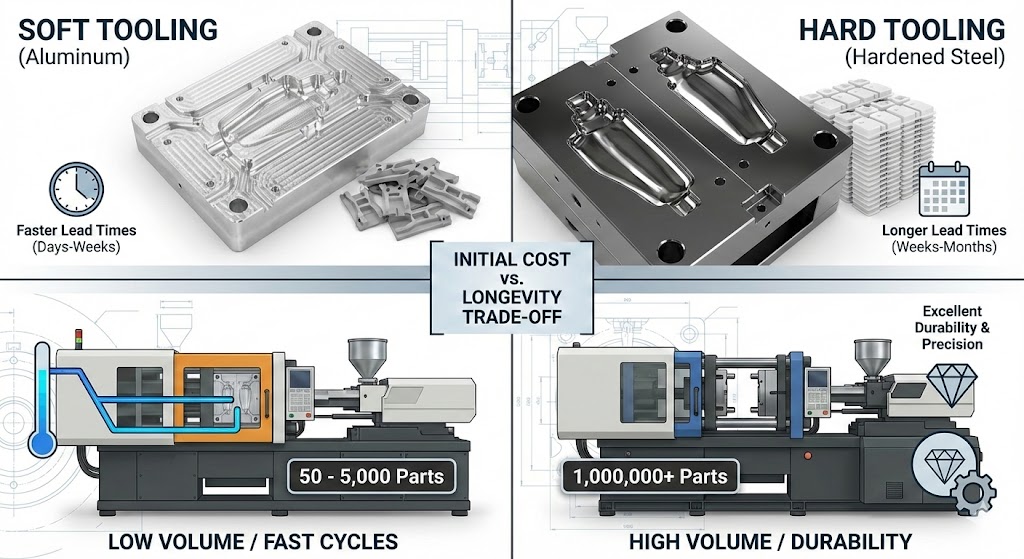
Мягкая оснастка Обычно относится к формам, изготовленным из материалов, которые мягче и легче режутся, чем традиционная инструментальная сталь. Это доминирующий метод прототипирования, производства мостов и мелкосерийного производства (обычно от 50 до 5000 деталей).
Важно уточнить, что «мягкая» не означает, что форма податлива, как резина. Он почти всегда сделан из металла, но металла, которому не хватает чрезвычайной твердости термообработанной стали.
Общие материалы
- Алюминиевые сплавы: Наиболее распространенным материалом для изготовления мягких инструментов является алюминий. Высококачественные сплавы, такие как Алюминий 7075 или КК-10 Часто используются, поскольку они обладают высокой прочностью и отличной обрабатываемостью.
- Мягкие стали: Иногда для изготовления мягких инструментов используются низкосортные незакаленные стали, хотя алюминий предпочтительнее из-за его охлаждающих свойств.
- 3D-печатные композиты: В очень специфических случаях сверхмалого объема используются полимерные формы, напечатанные на 3D-принтере, хотя они очень быстро разлагаются.
Преимущества мягкой оснастки
- Более низкая первоначальная стоимость: Алюминий гораздо легче обрабатывать, чем сталь. Он меньше изнашивает фрезы с ЧПУ и может обрабатываться на гораздо более высоких скоростях. Это может снизить первоначальные затраты на оснастку за счет от 30% до 50% по сравнению с твердым инструментом.
- Более быстрое время выполнения: Поскольку материал мягче и не требует термообработки после механической обработки, мягкие инструменты часто могут быть готовы уже в 1–2 недели по сравнению с 4–8 неделями для твердых инструментов.
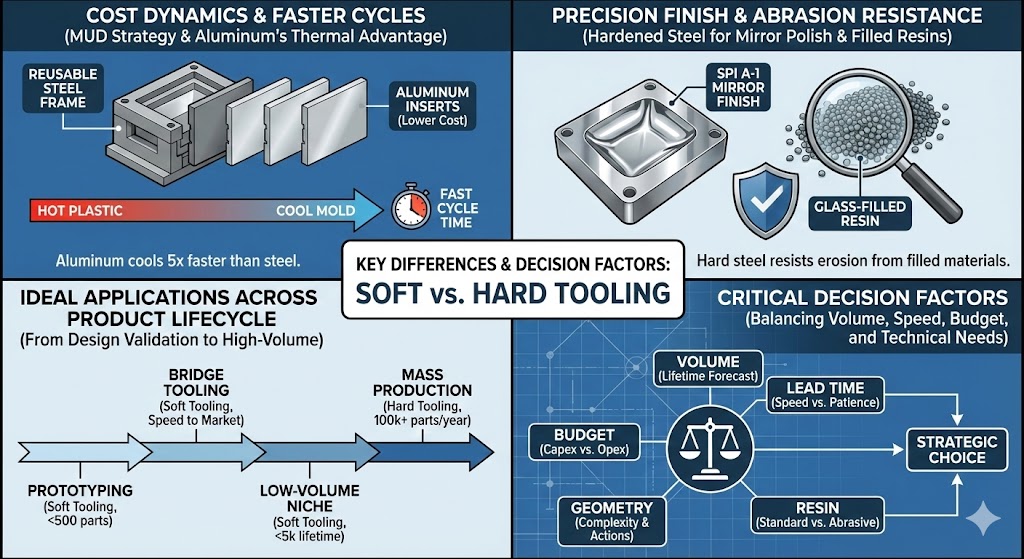
- Превосходная теплопроводность: Это техническое преимущество, которое часто упускают из виду. Алюминий передает тепло в 5 раз быстрее чем инструментальная сталь. Это позволяет пластику быстрее охлаждаться и затвердевать, что значительно сокращает время цикла и потенциально снижает стоимость детали.
- Простота модификации: Если необходимо изменить конструкцию, легче обработать существующий алюминий, чтобы увеличить размер, чем модифицировать закаленную сталь.
Недостатки мягкой оснастки
- Ограниченный срок службы инструмента: Алюминий подвержен эрозии из-за стеклонаполненных пластиков и износу из-за прижимной силы машины. Мягкие инструменты обычно служат от 1000 до 10 000 циклов, прежде чем размеры начинают смещаться или появляются вспышки (лишний пластик).
- Ограничения по качеству поверхности: Мягкая оснастка cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- Хрупкие линии разделения: Края, где встречаются две половинки формы, могут легко закругляться или вмятин, что приводит к косметическим дефектам детали.
Что такое твердая оснастка?
Твердая оснастка создает рабочих лошадок производственного мира. Эти формы изготовлены из высококачественной стали, способной выдерживать миллионы циклов, высокие температуры и абразивные материалы. Это стандарт массового производства.
Общие материалы
- P20 Сталь: Предварительно закаленная инструментальная сталь, часто используемая для форм «Класса 102». Он прочный, но не такой хрупкий, как полностью закаленная сталь.
- H13 Сталь: Отраслевой стандарт для крупносерийного производства. Он подвергнут термообработке до чрезвычайной твердости (по Роквеллу C 48-52), чтобы противостоять износу и термической усталости.
- Нержавеющая сталь (420): Используется, когда необходима устойчивость к коррозии, например, при формовании ПВХ или других коррозийных пластмасс.
Преимущества жесткой оснастки
- Долговечность при большом объеме: Правильно обслуживаемый инструмент из стали H13 может работать 1 миллион циклов без значительного износа.
- Жесткие допуски: Твердая сталь жесткая и не деформируется под высоким давлением впрыска, необходимым для изготовления сложных деталей. Это обеспечивает чрезвычайно высокую точность размеров.
- Превосходная обработка поверхности: Твердая оснастка is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- Комплексные действия: Твердая оснастка is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
Недостатки жесткого инструмента
- Высокие первоначальные инвестиции: Сырье дорогое, а обработка закаленной стали часто требует электроэрозионной обработки (ЭЭР) и низких скоростей резки с ЧПУ. Затраты значительно выше, чем у мягких инструментов.
- Длительное время выполнения: Между черновой обработкой, снятием напряжений, термообработкой и окончательным шлифованием/полировкой часто требуется твердая оснастка. от 4 до 12 недель завершить.
- Трудно изменить: После того, как стальной инструмент закален, внести изменения становится сложно. Часто требуется сварка и перешлифовка, что оставляет на инструменте «следы» и может стоить дорого.
Краткое резюме: компромисс
| Особенность | Мягкая оснастка (Aluminum) | Твердая оснастка (Steel) |
|---|---|---|
| Основная цель | Скорость и низкая стоимость | Долговечность и точность |
| Типичный объем | 50 – 5000 деталей | 100 000 – 1 000 000 деталей |
| Время выполнения | От дней до недель | От недель до месяцев |
| Теплопередача | Отлично (быстрые циклы) | Умеренный (стандартные циклы) |
Ключевые отличия: глубокое погружение
Хотя приведенные выше определения обрисовывают общие плюсы и минусы, понимание нюансов различий имеет решающее значение для принятия обоснованного производственного решения.
1. Динамика затрат и стратегия «MUD»
Наиболее очевидное отличие — первоначальная стоимость. Мягкая оснастка значительно дешевле, поскольку алюминий обрабатывается быстрее и не требует последующей термообработки. Твердые инструменты включают в себя дорогие стальные сплавы, более медленные скорости обработки и часто сложные процессы электроэрозионной обработки (EDM) для выжигания деталей в закаленном металле.
Однако стоимость не всегда бинарна. Общей золотой серединой, используемой в отрасли, является Матрица основного блока (MUD) система.
- Стратегия: Формовщик использует универсальную стальную основу (раму) многоразового использования, которая остается в машине. Они изготавливают только меньшие «вставки» (сердечник и полость, которые формируют конкретную деталь) из мягкой стали или алюминия.
- Преимущество: Вы избегаете платить за тяжелую стальную базовую конструкцию, значительно снижая начальные затраты на изготовление прототипов или мостовую оснастку, при этом используя стандартное формовочное оборудование.
2. Время цикла и теплопроводность
Это часто самое упускаемое из виду отличие. Скорость, с которой вы сможете изготовить деталь, во многом зависит от того, насколько быстро вы сможете охладить расплавленный пластик.
- Мягкая оснастка Advantage: Алюминий имеет значительно более высокую теплопроводность, чем сталь. Он намного быстрее отводит тепло из пластика, позволяя детали быстрее затвердевать. При производственном цикле в 5000 деталей более быстрое время цикла алюминиевого инструмента иногда может компенсировать его более высокую первоначальную стоимость по сравнению с очень дешевым стальным инструментом.
- Твердая оснастка Reality: Сталь дольше удерживает тепло. Для достижения быстрого цикла обработки твердой оснастки часто требуются сложные просверленные внутренние каналы охлаждения («конформное охлаждение»), что еще больше увеличивает затраты на оснастку.
3. Чистота поверхности и точность
Если ваша деталь требует зеркальной оптической отделки (SPI A-1 или A-2), твердый инструмент обязателен .
- Алюминий слишком мягок, чтобы долго сохранять полировку; На этапе выталкивания в цикле формования после нескольких сотен выстрелов поверхность будет микроскопически царапаться, ухудшая глянцевую поверхность.
- Закаленная сталь достаточно эластична, чтобы сохранять безупречную полировку в течение сотен тысяч циклов.
Аналогичным образом, для деталей, требующих чрезвычайно жестких допусков (например, ±0,001 дюйма), предпочтительна твердая сталь, поскольку она не будет прогибаться или изгибаться под высоким давлением впрыска, обеспечивая одинаковые размеры детали.
4. Совместимость материалов (абразивность)
Выбор пластиковой смолы определяет, какой инструмент вам нужен. Стандартные пластики, такие как полипропилен (ПП) или АБС, относительно бережно относятся к форме.
Однако смолы технического класса часто содержат такие добавки, как стекловолокно или минеральные наполнители для дополнительной силы. Эти материалы действуют как жидкая наждачная бумага внутри формы. Стеклонаполненный нейлон, введенный в алюминиевый мягкий инструмент, быстро разрушает затвор и детали поверхности, разрушая инструмент менее чем за 1000 выстрелов. Чтобы противостоять этому истиранию, необходима закаленная сталь H13.
Идеальные приложения
Выбор правильной стратегии инструментов полностью зависит от того, на каком этапе жизненного цикла разработки продукта вы находитесь.
Лучшие применения мягких инструментов (алюминий/мягкая сталь)
- Прототипирование и проверка проекта: Когда вам нужно 50–200 деталей из реального производственного материала, чтобы проверить их соответствие, форму и функционирование, прежде чем переходить к дорогим стальным инструментам.
- Рыночное тестирование: Производство небольшой партии, чтобы оценить интерес потребителей на выставке или для ограниченной бета-версии.
- Мостовая оснастка: Критическая стратегия, при которой мягкий инструмент создается быстро, чтобы немедленно начать поставку деталей, ожидая длительного времени изготовления крупносерийного твердого инструмента, изготавливаемого где-то еще.
- Нишевые продукты малого объема: Продукты с общим сроком службы менее 5000 единиц, для которых инвестиции в механическую оснастку никогда не окупятся.
Лучшие применения для твердого инструмента (закаленная сталь)
- Массовое производство в больших объемах: Любой проект, требующий от 100 000 до миллионов деталей в год (например, бытовая электроника, автомобильные компоненты, крышки для бутылок).
- Абразивные материалы: Детали, изготовленные из стеклонаполненных или минеральных смол, которые разъедают мягкие инструменты.
- Требования высокой точности: Шестерни, медицинские устройства или электронные разъемы, для которых важна стабильность размеров в течение миллионов циклов.
- Высокие косметические требования: Детали, требующие стойкого глянцевого покрытия или сложной, однородной текстуры.
Факторы, которые следует учитывать при выборе
Принимая решение о выборе мягкого или жесткого инструмента, оцените свой проект по этим пяти критическим факторам.
1. Общий объем производства (за весь срок службы)
Это основной фильтр. Если ваш прогноз срока службы составляет менее 5000 деталей, начните с рассмотрения мягких инструментов. Если оно превышает 50 000, то почти наверняка правильный путь — это использование жесткого инструмента. Серая зона между ними требует более глубокого анализа затрат.
2. Скорость вывода на рынок (время выполнения заказа)
Вам нужны детали в течение 3 недель, чтобы уложиться в критический срок запуска, или у вас есть 3 месяца? Если скорость имеет первостепенное значение, мягкие инструменты — единственный вариант, который может обеспечить быструю работу. Твердая оснастка — это медленный, целенаправленный процесс.
3. Бюджетные ограничения (капитальные и эксплуатационные расходы)
Ограничены ли вы первоначальными капитальными затратами (Capex)? Мягкие инструменты снижают первоначальную цену наклейки. Однако, если у вас есть капитал, твердая оснастка предлагает более низкую цену за штуку в долгосрочной перспективе, сокращая эксплуатационные расходы (Opex).
4. Геометрия и сложность детали
Хотя оба метода позволяют обрабатывать сложную геометрию, твердые инструменты лучше подходят для сложных «действий» внутри формы, таких как сложные ползунки, подъемники для поднутрений и механизмы отвинчивания деталей с резьбой. Эти движущиеся компоненты быстро изнашиваются, если они сделаны из мягкого металла.
5. Материал смолы
Как упоминалось выше, если в вашей спецификации указано 30% нейлона, наполненного стекловолокном, вы должны заложить в бюджет твердые инструменты, независимо от вашего объема. Использование мягких инструментов для абразивных материалов – это ложная экономия.
Анализ затрат: мягкая и жесткая оснастка
Решение часто сводится к математической задаче: Общая стоимость владения (TCO) . Вы должны сбалансировать первоначальную «цену» пресс-формы с долгосрочной «ценой за штуку» детали.
1. Стратегия «MUD Frame» (совет профессионала)
Прежде чем смотреть полную стоимость, вы должны знать о Матрица основного блока (MUD) вставки.
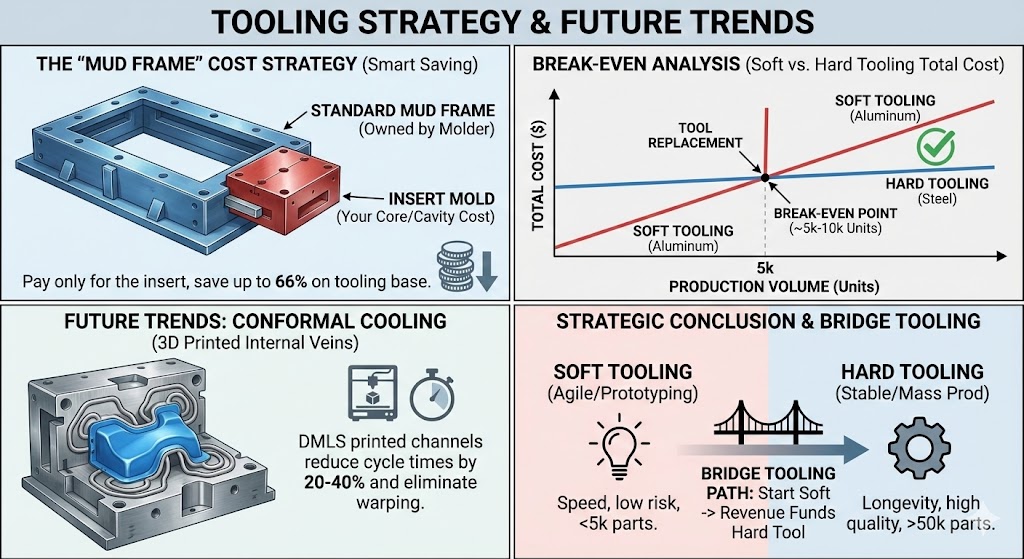
Вместо того, чтобы покупать полностью изготовленную по индивидуальному заказу основу формы (которая тяжелая и дорогая), вы можете использовать «вставку MUD». Это стандартная рама, принадлежащая формовщику, в которую он вставляет ваш конкретный сердечник и полость.
- Влияние на стоимость: Это может снизить первоначальную стоимость оснастки на до 66% потому что вы платите не за основу структурной формы, а только за зону формования.
- Лучше всего подходит для: Стратегии как мягкой, так и твердой оснастки для деталей размером менее 6 дюймов.
2. Гипотетическая поломка: «Пластиковый корпус»
Давайте посмотрим на реальный сценарий для стандартного пластикового корпуса (приблизительно 4 x 4 дюйма), чтобы увидеть, где находится точка безубыточности.
| Переменная стоимость | Мягкая оснастка (Aluminum 7075) | Твердая оснастка (P20/H13 Steel) |
|---|---|---|
| Инструментальные инвестиции | 3500 долларов США | 12 000 долларов США |
| Оценка. Срок службы инструмента | 5000 выстрелов | 250 000 выстрелов |
| Время цикла | 20 секунд (быстрое охлаждение) | 35 секунд (стандартное охлаждение) |
| Цена детали | 1,20 доллара США | 1,45 доллара США (при низкой громкости) / 0,85 доллара США (при высокой громкости) |
Анализ безубыточности:
-
На 1000 единиц:
- Мягкая оснастка Total: 3500 долларов США (1,20 долларов США * 1000 долларов США) = 4700 долларов США
- Твердая оснастка Total: 12 000 долларов США (1,45 долларов США * 1 000 долларов США) = 13 450 долларов США
- Победитель: Мягкая оснастка оползнем.
-
При 20 000 единиц:
- Мягкая оснастка Total: Требуется 4 новые формы (14 000 долларов США) Детали (24 000 долларов США) = 38 000 долларов США
- Твердая оснастка Total: Одна форма (12 000 долларов США) Детали (17 000 долларов США по оптовой цене) = 29 000 долларов США
- Победитель: Твердая оснастка .
Урок: «Точка пересечения» обычно происходит между 5000 и 10000 единиц . Если вы планируете выйти за рамки этого, дорогой стальной инструмент станет более дешевым вариантом.
Будущие тенденции в области инструментов для литья под давлением
Бинарный выбор между «алюминием и сталью» стирается по мере развития технологий. Вот что изменит игру в 2025 году и в последующий период.
1. Конформное охлаждение («Внутренние жилы»)
Традиционно каналы охлаждения просверливаются в стали по прямым линиям. В результате остаются «горячие точки», куда бур не может добраться.
- Инновации: Использование Прямое лазерное спекание металлов (DMLS) (3D-печать металлом), инженеры могут напечатать стальную форму с охлаждающими каналами, которые изгибаются и скручиваются. внутри стенка формы, идеально повторяющая форму детали.
- Преимущество: Это сокращает время цикла на от 20% до 40% и virtually eliminates warping.
2. Гибридный инструмент
Дизайнеры все чаще используют гибридные формы . Они используют стандартную обработанную стальную основу для обеспечения долговечности, но используют стальные вставки, напечатанные на 3D-принтере, для сложных деталей, которые невозможно обработать фрезой с ЧПУ. Это сочетает в себе точность аддитивного производства с долговечностью традиционных инструментов.
3. Умные формы (Индустрия 4.0)
Высококачественные твердые инструменты теперь оснащаются встроенными пьезоэлектрическими датчиками. Эти датчики контролируют давление и температуру внутри полости в режиме реального времени, автоматически регулируя термопластавтомат для предотвращения дефектов до их возникновения.
Заключение
Выбор между мягкими и жесткими инструментами – это не вопрос «хорошо против плохого», а вопрос управление рисками .
- Выбирайте мягкую оснастку (алюминий), если: Вы находитесь на этапе прототипирования, вам нужны детали менее чем за 2 недели, у вас строгий бюджет менее 5 тысяч долларов или ваш общий рыночный спрос неопределенен. Это гибкая точка входа с низким уровнем риска.
- Выбирайте твердый инструмент (сталь), если: У вас есть проверенная конструкция, вам требуется оптическая отделка, вы формуете абразивные стеклонаполненные материалы или вам необходимо гарантировать поставку сотен тысяч единиц. Это инвестиции в стабильность и качество.
Заключительная рекомендация:
Если вы не уверены, спросите своего партнера-производителя о «Мостовой инструмент» стратегия. Начните с недорогого алюминиевого инструмента, чтобы быстро выйти на рынок. Используйте доход от первых 5000 деталей для финансирования строительства постоянной стальной формы P20. Это дает вам скорость мягкой оснастки и, в конечном итоге, долговечность жесткой оснастки.
Часто задаваемые вопросы (FAQ)
Вопрос: Могу ли я позже преобразовать мягкий инструмент в твердый?
А: Нет. Вы не можете «закалить» алюминиевую форму в сталь. Однако, если вы используете систему MUD (Master Unit Die), вы можете заменить алюминиевые вставки сердечника/полости на стальные, сохранив при этом исходную основу формы, что сэкономит деньги.
Вопрос: Всегда ли мягкие инструменты дешевле, чем твердые?
А: В целом да. Мягкие инструменты обычно изначально дешевле на 30-50%. Однако, если объем вашего производства превышает 10 000 единиц, стоимость замены изношенных мягких форм в конечном итоге сделает их дороже, чем инвестиции в одну прочную твердую форму.
Вопрос: Могу ли я использовать мягкие инструменты для стеклонаполненного нейлона?
А: Это не рекомендуется. Стеклянные волокна абразивны и очень быстро стирают детали алюминиевой формы. Если вам необходимо использовать мягкий инструмент для абразивных материалов, ожидайте очень короткого срока службы инструмента (часто менее 500 деталей).
Вопрос: Какова разница во времени выполнения?
А: Мягкие инструменты часто можно обработать и подготовить к первому выстрелу (T1) через 1-2 недели. Для изготовления твердого инструмента обычно требуется 4–8 недель из-за термообработки, электроэрозионной обработки (электроэрозионной обработки) и времени полировки.
Вопрос: Влияет ли материал оснастки на качество пластиковой детали?
А: Что касается размеров, нет — оба могут производить точные детали. Однако с точки зрения отделки для получения глянцевой и оптически прозрачной поверхности требуются твердые инструменты. Мягкий инструмент лучше подходит для матового или текстурированного покрытия.
Глоссарий ключевых терминов
- Полость: Вогнутая сторона формы, образующая внешнюю поверхность детали (часто называемая «стороной А»).
- Ядро: Выпуклая сторона формы, образующая внутреннюю поверхность и детали конструкции (часто называемая «стороной B»).
- EDM (электроэрозионная обработка): Процесс, используемый в производстве твердых инструментов, при котором заряженный электрод выжигает закаленную сталь, которую невозможно разрезать традиционными сверлами.
- Вспышка: Дефект, при котором лишний пластик вытекает из линии разъема формы. Это происходит часто, поскольку мягкий инструмент начинает изнашиваться.
- Термическая обработка: Процесс нагрева и охлаждения стали с целью изменения ее физических свойств, делая ее более твердой и долговечной (необходимо для изготовления твердосплавных инструментов).
- Выстрел: Одиночный цикл термопластавтомата.
- Т1: Образцы «Тест 1» — самые первые детали, изготовленные с помощью новой формы для проверки конструкции.

