
Краткое резюме для профессионалов
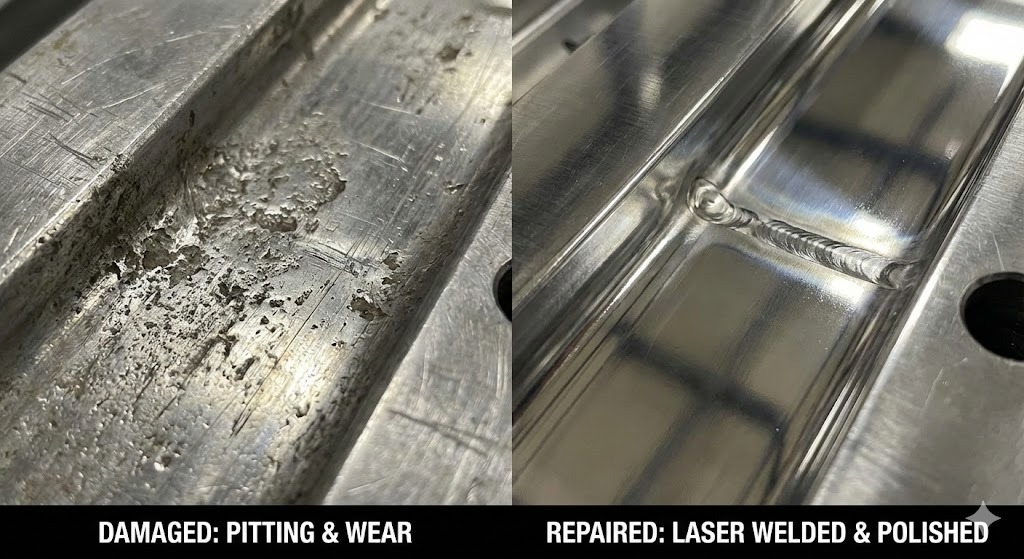
Ремонт литьевых форм Это специализированный процесс восстановления поврежденных инструментов до их первоначальных технических характеристик для обеспечения качества деталей и предотвращения остановок производства. Самый эффективный современный подход сочетает в себе прецизионная лазерная сварка — который добавляет материал с минимальным тепловым воздействием — и передовые методы обработки поверхности (например, PVD-покрытие или твердое хромирование) для увеличения срока службы формы. Используя эти методы, производители могут сократить время простоя до 70% по сравнению с традиционной сваркой TIG или полной заменой инструмента.
1. Введение в ремонт литьевых форм.
Почему правильное обслуживание пресс-формы имеет решающее значение?
Обслуживание пресс-форм Это рутинная практика проверки, очистки и ремонта узлов впрыска для предотвращения дефектов. При высокоскоростном производстве даже микроскопическая царапина на поверхности полости может привести к «засветке» (избытку пластика на детали) или структурным дефектам. Проактивный ремонт гарантирует точность размеров и экономит тысячи долларов, избегая высоких затрат на обработку совершенно новой формы.
Каковы распространенные причины повреждения литьевой формы?
Повреждения, вызванные плесенью, обычно делятся на четыре категории:
- Механический износ: Абразивное трение стеклонаполненных смол изнашивает литник и полость.
- Коррозия: Химические воздействия из-за выделения газов из пластика (например, ПВХ), вызывающего образование ямок на стальной поверхности.
- Человеческая ошибка: Царапины, возникшие в результате использования металлических инструментов для удаления застрявших деталей.
- Термическая усталость: Трещины под напряжением, возникающие в результате постоянных циклов нагрева и охлаждения во время производства.
2. Понимание литьевых форм: техническая основа
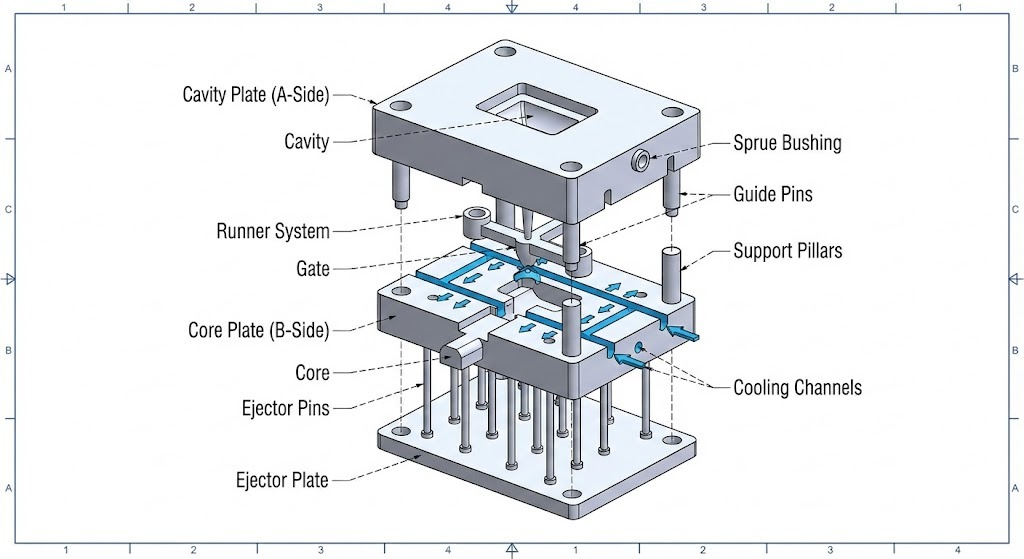
Каковы основные компоненты литьевой формы?
Чтобы выполнить успешный ремонт, техник должен определить, какой компонент неисправен.
- Полость и ядро: Основные стороны «А» и «В», которые формируют форму пластиковой детали.
- Выталкиватели: Механические компоненты, которые выталкивают готовую деталь из формы.
- Каналы охлаждения: Внутренние пути, по которым течет вода или масло для регулирования температуры.
- Система ворот и направляющих: «Водопровод», направляющий расплавленный пластик в полость.
Распространенные материалы, используемые в литьевых формах
Выбор метода ремонта во многом зависит от материал пресс-формы . Большинство высокопроизводительных форм изготавливаются из Инструментальная сталь , который представляет собой сталь, легированную такими элементами, как хром или ванадий, для повышения твердости.
Таблица 1. Распространенные материалы пресс-форм и ремонтная совместимость
| Тип материала | Общий класс | Сложность ремонта | Лучший метод ремонта |
|---|---|---|---|
| P20 Сталь | Предварительно закаленная сталь | Низкий | Лазерная или TIG сварка |
| H13 Сталь | Инструментальная сталь для горячей обработки | Средний | Лазерная сварка (требуется предварительный нагрев) |
| S7 Сталь | Ударопрочная сталь | Высокий | Прецизионная лазерная сварка |
| Алюминий | 7075-Т6 | Средний | Специализированный лазерный провод |
В чем разница между системами горячеканальных и холодноканальных систем?
- Системы с горячими литниками: Используйте коллекторы с подогревом, чтобы пластик оставался расплавленным внутри формы, что сокращает количество отходов, но усложняет ремонт из-за встроенных электрических компонентов.
- Холодноканальные системы: Простые каналы, которые затвердевают вместе с деталью; их легче ремонтировать, но в результате образуется больше металлолома.
Технические определения
- HAZ (зона термического воздействия): Область основного металла, которая не расплавилась, но микроструктура которой изменилась под воздействием тепла сварки. Минимизация ЗТВ является основной целью лазерной сварки.
- Твердость по Роквеллу (HRC): Шкала, используемая для измерения твердости материала при вдавливании. Большинство формовочных сталей имеют твердость от 30 до 60 HRC.
- Вспышка: Дефект литьевого формования, при котором тонкие слои пластика выходят между половинками формы, что обычно указывает на изношенную линию разъема.
3. Лазерная сварка для ремонта литьевых форм.
Что такое лазерная сварка при ремонте пресс-форм?
Лазерная сварка Это высокоточный процесс ремонта, при котором концентрированный луч света расплавляет специальную присадочную проволоку на поврежденном участке формы. В отличие от традиционной сварки, лазер настолько сильно концентрирует энергию, что создает прочную металлургическую связь практически без искажений с окружающей сталью.
Каковы преимущества лазерной сварки?
Для технических специалистов лазерная сварка является предпочтительным методом изготовления дорогостоящих инструментов, поскольку:
- Минимальная зона термического влияния (ЗТВ): Локализованное тепло предотвращает деформацию стали литейной формы или потерю ее первоначальной твердости.
- Экстремальная точность: Технические специалисты могут устранить даже незначительные повреждения. 0,05 мм , что позволяет работать со сложными текстурами и острыми углами.
- Сложная геометрия: Бесконтактный характер лазера позволяет выполнять ремонт внутри глубоких полостей или узких ребер, куда не может попасть горелка TIG.
- Уменьшенная постобработка: Поскольку сварной шов настолько чистый, время, необходимое для ручной шлифовки и полировки, сокращается более чем 50% .

3.4. Процесс лазерной сварки: пошаговое руководство
Чтобы добиться профессионального ремонта, мастера должны следовать стандартизированной последовательности:
Шаг 1: Подготовка поверхности формы
Чистота – самый важный фактор. Остатки пластика, масла или ржавчины могут стать причиной пористость (мельчайшие пузырьки) в сварном шве.
- Действие: Для удаления всех загрязнений используйте ультразвуковую очистку или специализированные растворители.
- Проверка: Осмотрите территорию под 10-кратный микроскоп чтобы металл был «блестящим» и не содержал карбонизированных остатков.
Шаг 2. Выбор параметров и настроек сварки
Настройки лазера должны быть настроены в зависимости от основного металла и толщины ремонтируемого материала.
- Импульсная энергия (Джоули): Контролирует глубину проплавления сварного шва.
- Длительность импульса (мс): Определяет, как долго лазер остается включенным; более длинные импульсы используются для более толстых проводов.
- Частота (Гц): Скорость лазерных импульсов.
- Размер пятна (мм): Диаметр лазерного луча; обычно устанавливается между 0,2 мм и 1,5 мм .
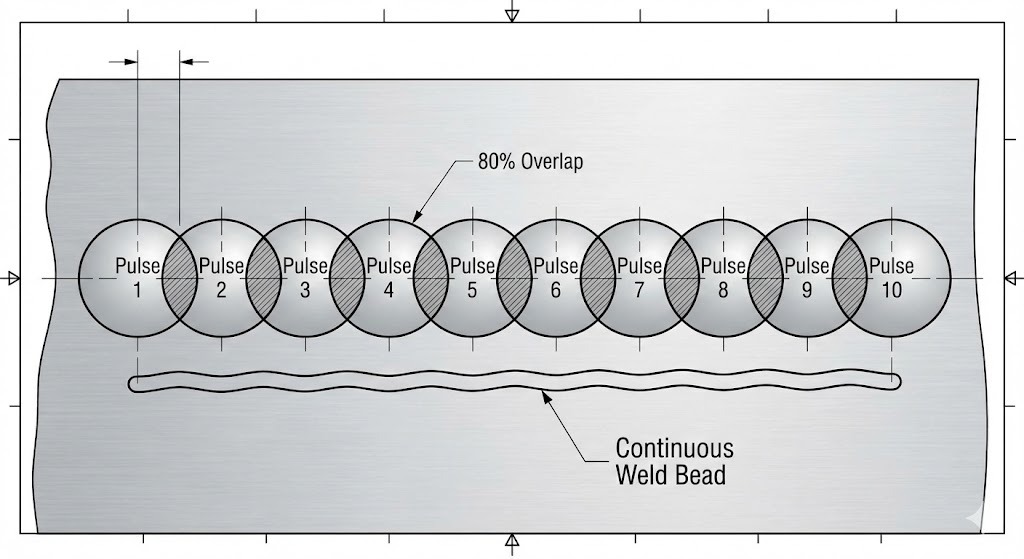
Шаг 3: Выполнение сварочных технологий
- Импульсная сварка: Стандартный метод ремонта. Каждый импульс создает крошечную «точку» расплавленного металла.
- Непрерывная/перехлесточная сварка: Технические специалисты перекрывают каждую «точку» 70-80% чтобы создать цельную цельную металлическую бусину.
3.5. Лучшие практики для технических специалистов
- Подберите присадочную проволоку: Всегда используйте лазерную проволоку, химический состав которой соответствует стали формы (например, используйте проволоку H13 для формы H13), чтобы обеспечить однородную твердость и цвет после полировки.
- Управляйте защитным газом: Использование Газ аргон при постоянной скорости потока, чтобы предотвратить окисление, которое делает сварной шов черным и хрупким.
- Избегайте чрезмерного строительства: Добавляйте только минимально необходимое количество материала. Излишняя сварка увеличивает риск перегрева и увеличения времени обработки.
3.6. Распространенные проблемы и решения
| Проблема | Вероятная причина | Профессиональное решение |
|---|---|---|
| Подрезание | Мощность (напряжение) слишком высока | Низкийer the pulse energy and increase the spot size. |
| Поры/пузыри | Загрязненная поверхность | Повторно очистите место спиртом и проверьте подачу газа. |
| Крекинг | Высокий carbon steel cooling too fast | Предварительно нагрейте форму до 150-200°С перед сваркой. |
| Тонущий | Неправильная подача проволоки | Убедитесь, что проволока вставлена в центр ванны расплава. |
Ключевая техническая мысль: важность микроструктуры
Когда лазерный импульс попадает на сталь, скорость охлаждения чрезвычайно высока. Это создает мартенситная микроструктура в зоне сварного шва, которая очень твердая, но может быть хрупкой. Чтобы обеспечить долговечность, крупные ремонтные работы должны подвергаться циклу нагрева «снятия напряжений» для стабилизации металлической конструкции.
4. Методы обработки поверхности литьевых форм.
Что такое обработка поверхности при ремонте пресс-форм?
Обработка поверхности Это нанесение тонкого слоя специального материала или химическое изменение внешней «оболочки» стали литейной формы. В ремонтном цикле это завершающий этап после сварки и полировки. Он предназначен для восстановления или улучшения первоначальных характеристик формы, в частности ее устойчивости к износу, коррозии и трению.
Виды обработки поверхности пресс-форм
4.2.1. Твердое хромирование
Это традиционный электрохимический процесс, при котором слой хрома наносится непосредственно на сталь.
- Лучше всего для: Защита от агрессивных пластиков, таких как ПВХ, и улучшение «высвобождения» детали.
- Твердость: Обычно 65–70 HRС .
4.2.2. Химическое никелирование
В отличие от стандартного покрытия, здесь используется химическая реакция, а не электричество, что обеспечивает идеально равномерную толщину даже внутри глубоких отверстий или каналов охлаждения.
- Лучше всего для: Сложная геометрия, где обязательна равномерная толщина.
4.2.3. Покрытие из нитрида титана (ТиН)
Покрытие PVD (физическое осаждение из паровой фазы) золотого цвета, чрезвычайно прочное.
- Лучше всего для: Среды с высокой абразивностью, например, формы, в которых используются стеклонаполненные смолы.
- Твердость: До 80 HRС .
4.3. Преимущества обработки поверхности
Применение правильного лечения обеспечивает три основных технических преимущества:
- Улучшенная износостойкость: Предотвращает «вымывание» у ворот, куда течет пластик под высоким давлением.
- Улучшенная защита от коррозии: Защищает дорогую инструментальную сталь от водяного пара и кислых побочных газов.
- Улучшенные свойства выпуска: Уменьшает «слипание» между пластиком и металлом, что позволяет сократить время цикла и уменьшить количество поврежденных деталей.
4.4. Как выбрать правильное лечение
Выбор зависит от «Режима отказа» формы:
- Если форма царапается: Использование TiN или DLC (алмазоподобный углерод) для максимальной твердости.
- Если форма ржавеет: Использование Химический никель за 100% покрытие.
- Если пластик прилипает: Использование Жесткий хром или специализированный Покрытия, наполненные ПТФЭ .
4.5. Процесс обработки поверхности: пошаговое руководство
Шаг 1: Подготовка и очистка формы
Покрытие приклеится только к идеально чистой поверхности.
- Действие: Выполните окончательную полировку до необходимого уровня. отделка SPI (например, зеркальная отделка А-2).
- Техническое примечание: Любые микроскопические масла, оставшиеся от полировальной пасты, приведут к отслаиванию покрытия (расслоению).
Шаг 2: Нанесение покрытия
Форма помещается в вакуумную камеру (для PVD/CVD) или химическую ванну (для нанесения покрытия).
- Точность: Покрытия обычно наносятся толщиной от 0,002 мм до 0,010 мм поэтому они не меняют окончательные размеры детали.
Шаг 3: Процессы после обработки
- Действие: Осмотрите поверхность на наличие «отверстий» или неравномерной толщины.
- Действие: Проведите окончательную проверку размеров, чтобы убедиться, что покрытие не вывело инструмент за пределы допуска.
4.6. Устранение распространенных проблем с обработкой поверхности
| Проблема | Вероятная причина | Профессиональное решение |
|---|---|---|
| Пилинг/шелушение | Плохая очистка поверхности. | Снимите покрытие, повторно отполируйте и используйте ультразвуковую очистку. |
| Притупление отделки | Покрытие слишком толстое | Сократить время осаждения; проверьте микронный толщиномер. |
| Наращивание краев | Высокий current density (in plating) | Использование “dummy” cathodes to pull excess current away from sharp corners. |
Техническое определение: PVD против CVD
- PVD (физическое осаждение из паровой фазы): Низкотемпературный вакуумный процесс (ниже 500°C), который не деформирует сталь формы.
- CVD (химическое осаждение из паровой фазы): Высокотемпературный процесс (до 1000°C), который создает более прочное соединение, но может потребовать последующего повторного закаливания формы.
5. Практические соображения для технических специалистов
Как технические специалисты остаются в безопасности во время ремонта пресс-формы?
Безопасность имеет первостепенное значение при работе с высокоэнергетическими лазерами и химической обработкой.
- Лазерная безопасность: Всегда работайте в отведенном для этого месте. Лазерная зона класса 4 . Техники должны носить защитные очки с определенной длиной волны, чтобы предотвратить необратимое повреждение сетчатки от отраженных лучей.
- Удаление дыма: Сварка и химическая очистка выделяют микроскопические металлические частицы и летучие органические соединения. Используйте локальную вытяжную вентиляцию для поддержания качества воздуха.
- Тепловая защита: Даже при локализованном ЗТВ основание формы может сохранять значительное количество тепла. Используйте термостойкие перчатки при работе с компонентами после сварки.
Необходимое оборудование и инструменты для успеха
Профессиональная рабочая станция по ремонту пресс-форм требует больше, чем просто сварщик. Основные инструменты включают в себя:
- Стереомикроскоп: Минимальное 10-кратное увеличение для просмотра сварочных ванн.
- Прецизионные шлифовальные станки: Высокоскоростные пневматические или электрические ротационные инструменты для «черновой обработки» сварного шва.
- Наборы для микрополировки: Алмазные пасты и керамические камни для восстановления чистоты поверхности SPI.
- Цифровые микрометры: Чтобы убедиться, что ремонт вернул компоненту его первоначальный допуск.
Анализ затрат: ремонт пресс-формы или замена
Одна из наиболее важных ролей технического специалиста — консультирование руководства по поводу того, следует ли отремонтировать пресс-форму или сдать ее на слом.
Таблица 2. Матрица решений по ремонту и замене
| Фактор | Ремонт (лазерная поверхность) | Полная замена |
|---|---|---|
| Типичная стоимость | 5% – 20% от первоначальной стоимости инструмента | 100% стоимости инструмента |
| Время выполнения | 24 – 72 часа | 8 – 16 недель |
| Долговечность | 80% – 100% исходного срока службы | 100% (Новый жизненный цикл) |
| Лучшее для | Локальные повреждения, ворота, линии разъема | Катастрофическое растрескивание рамы, тотальный размыв |
Практический пример: сокращение времени простоя автомобильной оснастки
Поставщик автомобилей первого уровня столкнулся с «зависанием ворот» из-за истирания пресс-формы с 32 гнездами.
- Проблема: Засветка разделительной линии вызывала процент брака в 15%.
- Решение: Техники использовали Лазерный провод H13 восстановить линию разъема с последующим TiN (нитрид титана) ПВД-покрытие.
- Результат: Пресс-форма снова была в производстве в течение 36 часов , а твердость поверхности увеличилась с 52 HRC до 82 HRC, что предотвращает износ в будущем.
6. Передовые методы и технологии
Что такое гибридные методы ремонта?
Гибридный ремонт предполагает использование Лазерная сварка для структурного восстановления с последующим Обработка поверхности для функционального улучшения.
- Пример: Заварка поврежденного отверстия под штифт выталкивателя и последующее нанесение Химический никель покрытие на всю пластину. Это гарантирует прочность ремонта и защиту всей поверхности от ржавчины.
Автоматизация ремонта пресс-форм
Отрасль движется в сторону Лазерная сварка с ЧПУ . Вместо того, чтобы техник вручную направлял проволоку под микроскопом, роботизированная рука следует по заранее запрограммированному пути. Это обеспечивает 100% постоянство толщины сварного шва и идеально подходит для ремонта больших партий одинаковых пластин.
Новые технологии: 3D-печать металлами (аддитивное производство)
В случае катастрофических поломок, когда отсутствуют большие части пресс-формы, технические специалисты теперь используют Направленное энерговыделение (DED) . Эта инструментальная сталь «3D-печатается» непосредственно на существующую основу пресс-формы, которой затем на станке с ЧПУ возвращается окончательная форма.
7. Краткое изложение ключевых моментов
- Точность – это ключ к успеху: Лазерная сварка is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Поверхностная синергия: Обработка поверхностиs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Проактивное обслуживание: Раннее выявление износа с помощью микроскопического осмотра может предотвратить необходимость дорогостоящей замены.
Будущее ремонта литьевых форм
Поскольку пластиковые детали становятся более сложными, а время выполнения заказов сокращается, интеграция Диагностика на основе искусственного интеллекта и автоматизированный ремонт лазера станет стандартным. Техники, владеющие как металлургической наукой сварки, так и химией поверхностных покрытий, станут самым ценным активом современного «Умного завода».
Контрольный список технических неисправностей для технических специалистов
- Идентифицирован ли тип стали? (Сопоставьте проволоку с основным металлом).
- Является ли поверхность «ярко чистой»? (Без масел и остатков).
- Установлены ли параметры лазера? (Проверьте Джоули и размер пятна).
- Течет ли аргон? (Предотвратить окисление).
- Соответствует ли покрытие смоле? (например, хром для ПВХ).
Часто задаваемые вопросы: Ремонт литьевых форм
Сколько обычно стоит лазерная сварка для ремонта пресс-форм?
Стоимость лазерная сварка для ремонта пресс-форм обычно варьируется от от 200 до 2000 долларов за один сеанс ремонта, в зависимости от сложности геометрии и объема необходимого материала. Это представляет собой значительную экономию, поскольку обычно стоит всего от 5% до 15% от цены замены формы.
Можно ли сваривать форму, поверхность которой уже обработана?
Да, но поверхностное покрытие необходимо удалить в первую очередь в ремонтной зоне. Покрытия типа Жесткий хром или TiN перед сваркой необходимо зачистить химическим травлением или прецизионным шлифованием. Сварка непосредственно поверх покрытия приведет к загрязнение , что приводит к хрупкому сварному шву и плохому соединению.
Какая обработка поверхности абразивного пластика лучше всего?
Для пластмасс, армированных стекловолокном или минералами, Нитрид титана (TiN) или Алмазоподобный углерод (DLC) являются лучшими средствами обработки поверхности. Эти PVD-покрытия обеспечивают поверхностную твердость более 80 HRС , который эффективно противостоит «пескоструйному» воздействию абразивных смол.
Сколько времени занимает типичный ремонт лазерной сваркой?
Большинство мелких ремонтных работ с помощью лазерной сварки можно выполнить за от 2 до 4 часов , включая подготовку и очистку. Если ремонт требует обширной полировки после сварки или вторичной обработки поверхности, такой как PVD-покрытие, общее время выполнения обычно составляет от 24 до 72 часов .
Вызывает ли лазерная сварка деформацию формы?
Нет, лазерная сварка не вызывает коробления при правильном выполнении. Поскольку лазер излучает высококонцентрированный луч с Минимальная зона термического влияния (ЗТВ) Основная часть формы остается при комнатной температуре, сохраняя структурную целостность и допуски на размеры инструмента.
В чем разница между TIG-сваркой и лазерной сваркой пресс-форм?
Основное отличие заключается в тепловложение .
- TIG-сварка использует высокогорячую дугу, которая создает большую зону термического воздействия, часто требующую отжига и повторной закалки всей формы.
- Лазерная сварка использует точный луч света, который создает микроскопическую ванну расплава, что позволяет ремонтировать готовые закаленные инструменты, не затрагивая окружающий материал.
Как выбрать правильную проволоку для лазерной сварки?
Вы должны соответствовать химическому составу сварочной проволоки к стали базовой формы. Например, используйте Проволока H13 для инструментальной стали H13 . Использование неправильной проволоки может привести к появлению «свидетельных линий» или «ореолов» после полировки формы, что проявится в виде дефектов на готовых пластиковых деталях.
Краткая справочная таблица: Решения по ремонту в зависимости от дефекта
| Тип дефекта | Рекомендуемый ремонт | Почему? |
|---|---|---|
| Разделительная линия: вспышка | Лазерная сварка (P20/H13) | Восстанавливает острые края без искажений. |
| Кислотная коррозия ПВХ | Химический никель Plating | Обеспечивает 100% химический барьер во всех полостях. |
| Промывка ворот | Лазерная сварка TiN-покрытия | Восстанавливает размеры и повышает устойчивость к истиранию. |
| Выталкиватель штифта | DLC микрополировка | Уменьшает трение, предотвращая заедание штифта. |

