
В мире производстваВ Инъекционное формование это мощный процесс, используемый для создания всего, от автомобильных панелей до бутылок. Однако даже с современными технологиями могут произойти дефекты. Одним из наиболее распространенных и разочаровывающих из них является короткий выстрел Полем Этот дефект не просто выглядит плохо; Это создает нефункциональную часть, что приводит к потраченным впустую материалам, задержкам производства и более высоким затратам. Понимание того, почему происходят короткие снимки и как их исправить, важно для тех, кто участвует в производстве пластиковой части. Это руководство проведет вас через причины, решения и методы профилактики, которые помогут вам каждый раз производить высококачественные, полные детали.
Что такое короткий выстрел в литье под давлением?
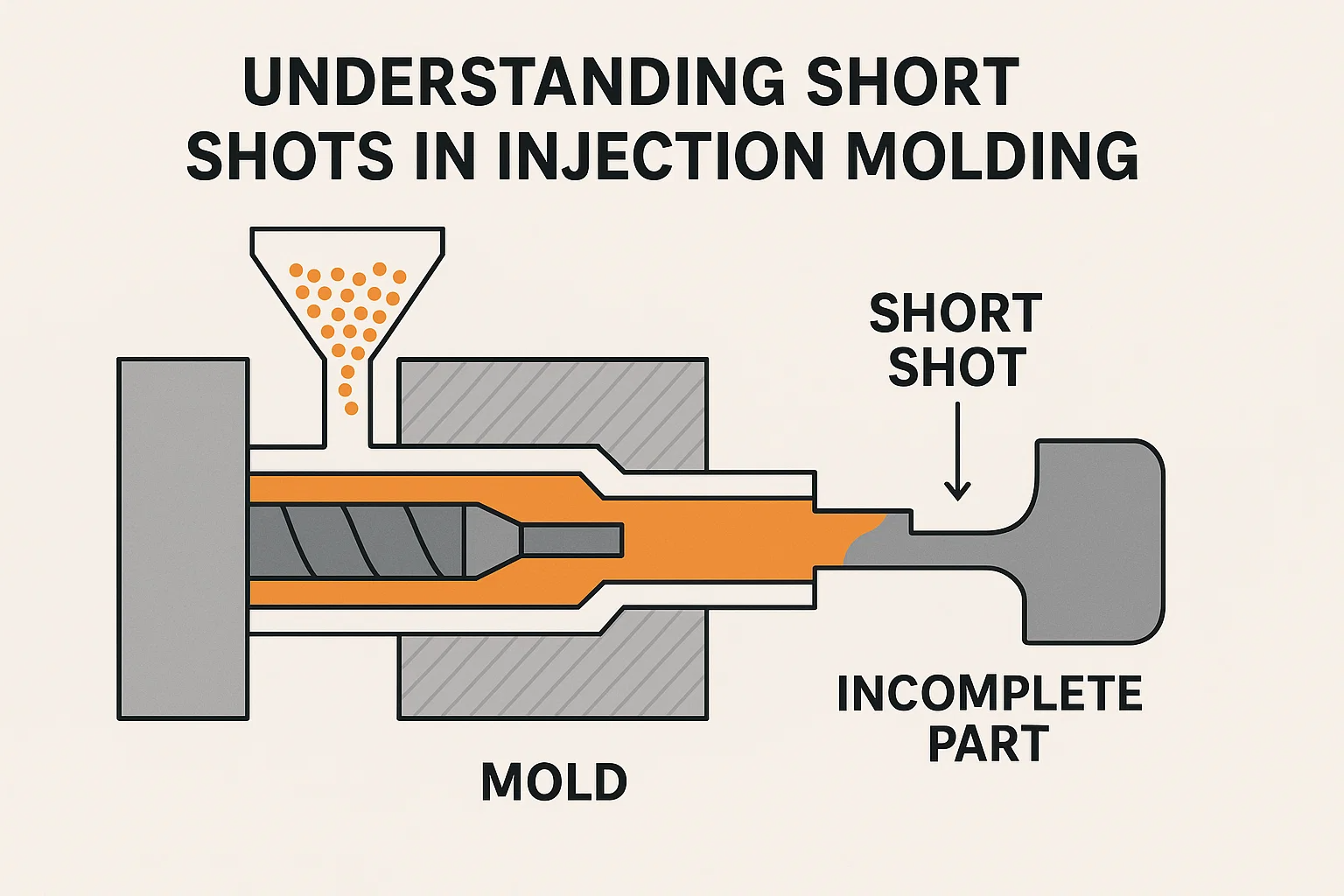
Проще говоря, а короткий выстрел является дефектом литья, где расплавленная пластиковая смола не может полностью заполнить полость пресс -формы. Вместо полной, идеальной части вы получаете компонент, который неполный или «короткий». Это все равно, что пытаться наполнить стакан водой, но выбегая до того, как стакан будет заполнен. Результатом является часть, в которой отсутствуют секции, часто в самых дальних точках, откуда вводили пластик. Визуально, короткий выстрел может появиться в виде частично образованной части, или он может иметь гладкий округлый край, где пластиковый поток резко остановился. Поскольку короткий выстрел является неполной частью, он сразу же не используется и должен быть отменен. Это часто является симптомом основных проблем с машиной, плесенью или материалом, которые необходимо диагностировать и исправить.
Что вызывает короткие снимки?
Диагностика короткого выстрела требует систематического подхода, так как причина может быть связана с несколькими различными областями процесса литья инъекции. Наиболее распространенные проблемы можно проследить до материала, настройки машины или самой конструкции пресс -формы.
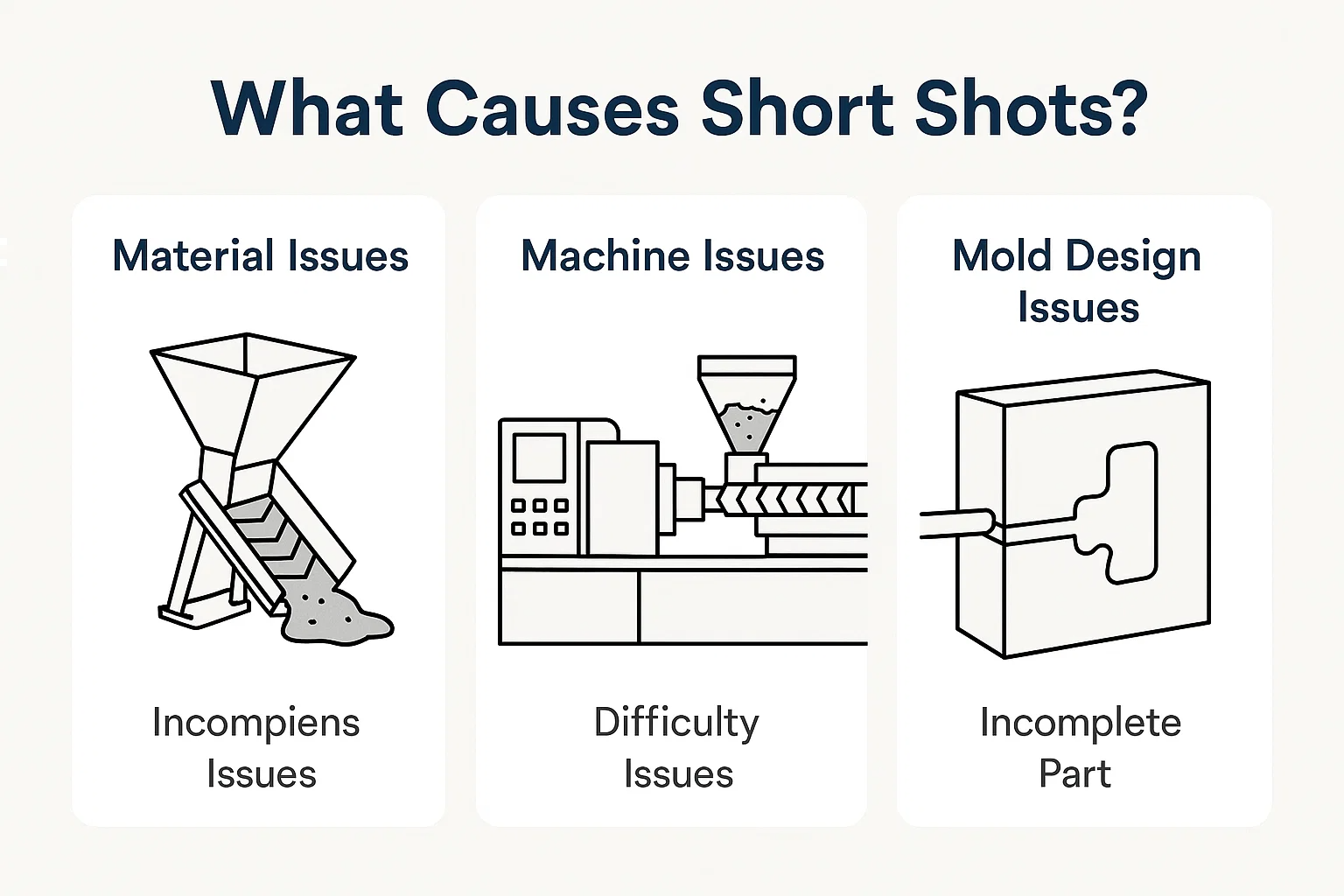
1. Материальные проблемы
Сам пластик, который вы летите, может быть основной причиной короткого выстрела. Проблемы с состоянием или подготовкой смолы могут предотвратить правильное проникновение в форму.
-
Недостаточный материал: Самой простой причиной является просто недостаточно пластика, чтобы заполнить форму. Это может произойти, если винт формовой машины для инъекции недостаточно далеко, чтобы раздвинуть необходимый объем пластика, или если в системе подачи есть блокировка.
-
Решения: Проверьте материал машины и механизм кормления, чтобы убедиться, что он не пуст или заблокирован. Увеличьте размер выстрела на панели управления машиной, чтобы доставить больший объем материала.
-
-
Неправильная температура расплава: Если пластик не нагревается до правильной температуры, его вязкость (его сопротивление к потоку) будет слишком высокой. Толстый, «холодный» таяние изо всех сил пытается течь через узких бегунов и ворот и может закрепить, прежде чем он сможет заполнить всю полость.
-
Решения: Проконсультируйтесь с таблицей данных поставщика материала для рекомендованного диапазона температуры расплава. Отрегулируйте температуру нагревателя ствола и форсунки на машине, чтобы повысить температуру пластика и снизить его вязкость.
-
-
Материальная вязкость: Даже при правильной температуре некоторые пластмассы по своей природе более вязкие (толстые), чем другие. Материалы, такие как поликарбонат и высокоэффективный полистирол, могут быть более подвержены коротким выстрелам из-за их характеристик потока. Кроме того, влага в гигроскопических пластмассах (те, которые поглощают воду, такие как нейлон), может привести к тому, что они разлагают и потерять свои свойства потока.
-
Решения: Убедитесь, что материалы надлежащим образом высушены перед использованием в соответствии со спецификациями производителя. Рассмотрите возможность использования более низкой степени искаженности одного и того же материала или в другом материале с лучшими характеристиками потока.
-
2. Проблемы машины
Настройки на вашей машине для литья под давлением имеют решающее значение. Даже при правильном материале и плесени неверные параметры могут легко привести к короткому выстрелу.
-
Неадекватное давление впрыска: Давление - это сила, которая толкает расплавленный пластик в форму. Если давление впрыска слишком низкое, у пластика не будет достаточно силы, чтобы перейти на самые дальние конца полости.
-
Решения: Увеличьте настройку давления впрыска на машине. Это часто первое и простейшее решение, чтобы попробовать. Однако будьте осторожны, чтобы не использовать чрезмерное давление, так как это может вызвать другие дефекты, такие как Flash.
-
-
Неправильная скорость впрыска: Скорость, с которой вводится пластик, также играет решающую роль. Если скорость слишком медленная, пластик может начать остыть и преждевременно затвердеть, прежде чем полость будет заполнена. Это особенно верно для тонкостенных частей.
-
Решения: Увеличьте скорость впрыска. Более быстрая скорость впрыска может помочь пластику достичь всех частей формы, прежде чем он потеряет тепло и вязкость.
-
-
Проблемы вентиляции: Поскольку пластик заполняет форму, воздух, запертый внутри, должен иметь способ сбежать. Если вентиляционные отверстия плесени блокируются или неправильно размер, захваченный воздух создаст обратное давление, которое противостоит потоку пластика, эффективно «замыкает» выстрел.
-
Решения: Очистите вентиляционные отверстия плесени и прощальные линии. Убедитесь, что вентиляционные глубины верны (обычно от 0,0005 до 0,001 дюйма или от 0,013 до 0,025 мм). Подумайте о добавлении дополнительных вентиляционных отверстий или вакуумной вентиляционной системой для сложных форм.
-
3. Проблемы дизайна плесени
Даже с идеальными настройками материала и машины, плохо спроектированная плесень может сделать невозможным производство полной части. Эти проблемы часто являются наиболее сложными в решении, потому что они требуют физических модификаций для инструментов.
-
Размер и расположение ворот: Ворота - это отверстие, через которое расплавленный пластик попадает в полость формы.
-
Размер ворот: Если ворота слишком малы, это может действовать как ограничение, предотвращая достаточное количество материала в полость. Трение от небольших ворот также может привести к преждевременному охлаждению материала.
-
Решения: Увеличить размер ворот. Более широкий или более толстый затвор обеспечивает более быстрый и более эффективный поток пластика.
-
-
Расположение ворот: Неправильно расположенные ворота также могут привести к короткому выстрелу, особенно если это далеко от областей, которые должны быть заполнены последними. Это увеличивает длину потока и риск пластикового охлаждения, прежде чем оно достигнет конца полости.
-
Решения: Перевести ворота в более центральное или оптимальное положение, чтобы гарантировать, что все области детали могут быть заполнены равномерно. Для сложных частей может потребоваться несколько ворот.
-
-
-
Дизайн системы бегунов: Система бегуна представляет собой сеть каналов, которая направляет пластик из сопла машины на ворота.
-
Размер и макет бегуна: Система бегуна, которая слишком маленькая или слишком длинная, может вызвать значительное падение давления, что означает, что не хватает силы, чтобы протолкнуть пластик до конца полости формы.
-
Решения: Увеличьте диаметр бегунов, чтобы уменьшить потерю давления и улучшить поток. Перепроектирует макет бегуна, чтобы быть более прямым и сбалансированным, обеспечивая заполнение всех полостей (в мультиколевой форме).
-
-
-
Толщина стены: Тонкие стены на части дизайн части могут быть основной причиной коротких снимков. Расплавленный пластик охлаждается очень быстро, и если он должен течь через очень тонкую область, он может затвердеть, прежде чем достичь другой стороны, создавая неполную часть.
-
Решения: Измените конструкцию детали, чтобы увеличить толщину стенки в проблемных областях. Хотя это не всегда возможно, это важное соображение на начальной фазе проектирования. Для существующих форм вам может потребоваться использовать более жидкий материал, более высокие температуры или более быстрые скорости впрыска для компенсации.
-
Как определить короткие снимки
Определение короткого выстрела обычно является простым, так как это очень заметный дефект. Тем не менее, систематический подход помогает подтвердить проблему и точно определить его точное местоположение, что имеет решающее значение для эффективного устранения неполадок.
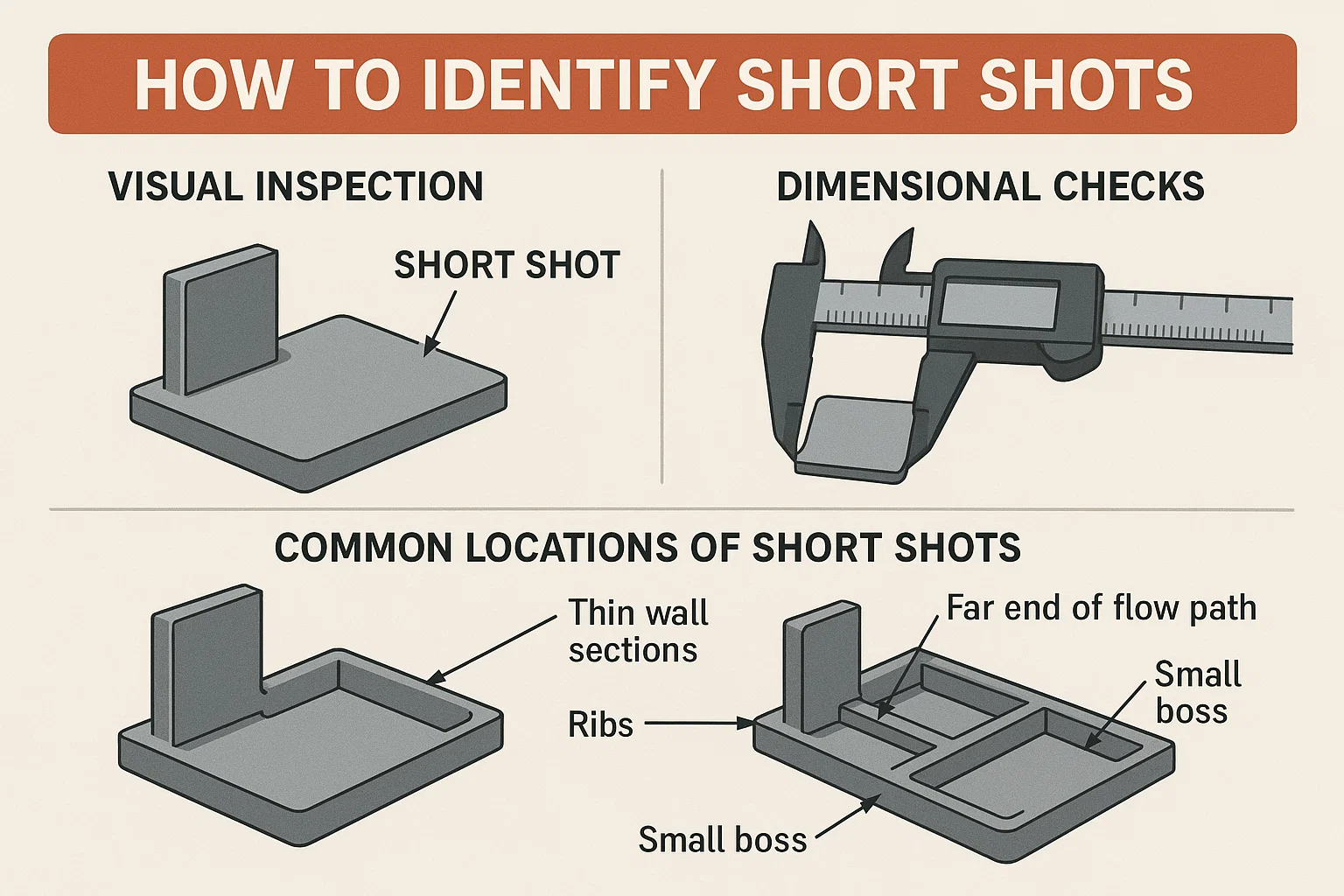
Визуальный осмотр
Самый распространенный способ обнаружить короткий выстрел - это быстрое визуальное проверку. Короткий выстрел сразу очевиден, потому что часть неполна. Вы заметите, что участки детали отсутствуют или что часть внезапно заканчивается округлым незаконченным краем, где пластиковый поток остановился. Обычно это гладкая, изогнутая поверхность, потому что поверхностное натяжение расплавленного пластика заставляет его слегка тянуть назад при затвердевании. Это явный признак того, что полость формы не была заполнена.
Проверки размеров
В то время как визуальная проверка часто достаточно, выполнение проверки размеров может предоставить более конкретную информацию, особенно для деталей со сложной геометрией. Если у вас есть часть, которая выглядит почти Завершите, но вы не уверены, измеряйте его длину, ширину и высоту. Короткий выстрел не сможет соответствовать необходимым размерам, так как часть не заполнила всю полость формы. Для запчастей с тонкими стенами короткий выстрел может быть не заметно очевиден поначалу, но проверка размерной работы подтвердит проблему.
Общие места коротких снимков
Короткие снимки почти всегда происходят в конец пути потока , что является самой дальнейшей от ворот, где пластик попадает в полость. Расплавленный пластик теряет тепло и давление по мере его путешествия, поэтому последние участки для заполнения наиболее восприимчивы к короткому выстрелу. Эти области часто:
-
Тонкие стены.
-
Ребра или маленькие боссы.
-
Особенности, которые находятся на большом расстоянии от ворот.
-
Районы с плохой или без вентиляции.
Зная, где искать, вы можете быстро подтвердить короткий выстрел и начать связывать его с потенциальными причинами, обсуждаемыми ранее.
Решения для коротких снимков
Решение короткого выстрела требует стратегического подхода. Часто лучше начать с самых простых и самых экономически эффективных решений, прежде чем перейти к более сложным и дорогим. Начните с настройки машины, затем рассмотрите материал и, наконец, посмотрите на саму плесень.
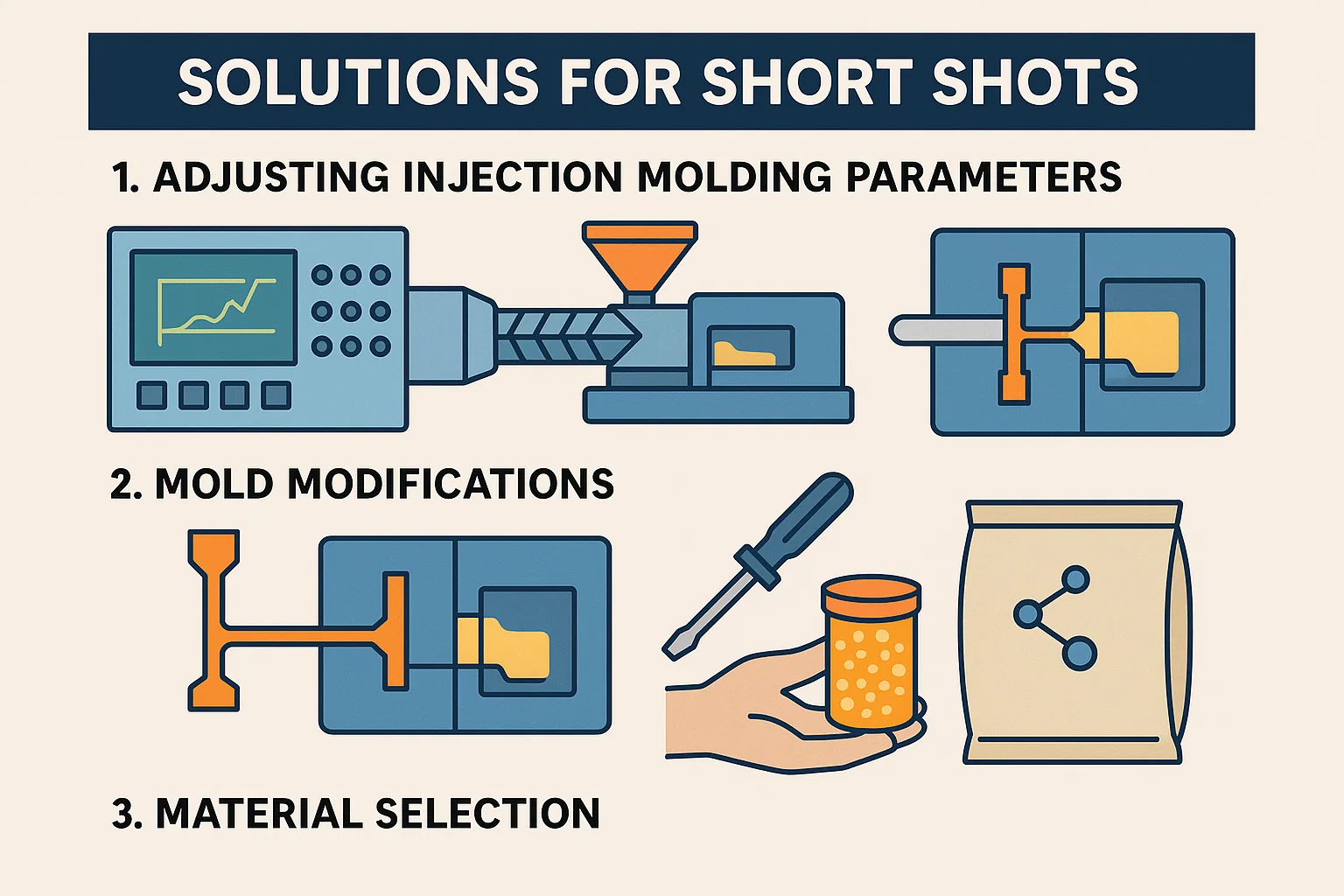
1. Регулировка параметров литья под давлением
Самый быстрый и самый распространенный способ исправить короткий выстрел - это внести коррективы в настройки машины. Эти изменения часто могут быть внесены на панели управления, не останавливаясь на долгое время.
-
Увеличение давления впрыска: Обычно это первое и наиболее эффективное решение. Увеличивая давление, вы придаете расплавленному пластику больше силы для прохождения плесени, помогая ему заполнить даже самые трудные участки. Увеличьте давление с небольшими приращениями (например, 50-100 фунтов на квадратный дюйм), пока часть не будет завершена.
-
Оптимизация скорости впрыска: Более высокая скорость впрыска может помочь заполнить форму, прежде чем пластик будет иметь возможность остыть и затвердеть. Это особенно важно для тонкостенных частей или с длинными путями потока. Как и с давлением, постепенно увеличивайте скорость, чтобы избежать других дефектов, таких как флэш -метки или ожоги.
-
Изменение температуры расплава: Более высокая температура расплава снизит пластик вязкость , заставляя его протекать легче. Проверьте таблицу данных материала для рекомендованного диапазона температур и увеличить температуру ствола и сопла, чтобы улучшить текучесть. Это может быть очень эффективным решением, но помните, что не перегрет материал, что может вызвать ухудшение.
2. Модификации плесени
Если настройка параметров машины не решает проблему, проблема может быть с самой формой. Эти решения требуют выключения машины и физического изменения инструмента. Несмотря на то, что они более дороги, они обеспечивают долгосрочное исправление.
-
Регулирование ворот и бегуна: Размер и дизайн ворот и бегунов имеют решающее значение для правильного потока. Если они слишком маленькие, они могут ограничить поток пластика. Увеличение ворот или расширение бегунов позволит большему количеству материала течь в полость с меньшим сопротивлением. Для мульти-кавитистических форм балансирование бегунов также является ключом к тому, чтобы каждая полость заполнялась равномерно.
-
Улучшение вентиляции: Застрявший воздух в форме может действовать как подушка, предотвращая заполнение пластика. Очистка существующих вентиляционных отверстий - простой первый шаг. Если проблема сохраняется, производителю плесени может потребоваться добавить дополнительные вентиляционные отверстия в форму в точках, где происходит короткий выстрел. В некоторых случаях вакуумная вентиляционная система Может быть установлен, чтобы активно вытащить воздух из формы.
-
Улучшения системы отопления: Для сложных форм или толстостенных деталей Горячая система бегунов можно использовать. В отличие от холодных бегунов, горячие бегуны держат пластиковый расплавлен прямо до ворот, устраняя необходимость разогреть и обеспечивая более последовательную температуру и легкий поток.
3. Выбор материала
Иногда простейшим решением является переключение материалов или обеспечение правильного подготовки тока.
-
Выбор правильного материала: В пределах одного типа пластика существуют разные оценки с различными свойствами потока. Если вы используете материал с низкой скоростью потока расплава (MFR), рассмотрите возможность переключения на более высокий уровень MFR, который предназначен для более легкого течения.
-
Методы сушки материала: Многие гигроскопические пластмассы (такие как нейлон, АБС и поликарбонат) поглощают влагу из воздуха. При формировании эта влага превращается в пар, который может препятствовать пластиковому потоку и вызвать короткие выстрелы. Всегда убедитесь, что ваш материал над обработкой высушивает ваш материал в горячем воздухе или сушилке.
Предотвращение коротких снимков
Лучший способ справиться с коротким выстрелом - это предотвратить это в первую очередь. Упреждающие меры на этапах проектирования и технического обслуживания могут сэкономить значительное время и деньги в будущем.
-
Дизайн для производства (DFM) Принципы: Это важный первый шаг. DFM включает в себя разработку детали с учетом процесса производства. Когда дело доходит до литья под давлением, это означает:
-
Унифицированная толщина стенки: Избегайте драматических изменений толщины стенки. Это гарантирует пластиковые потоки и охлаждается с постоянной скоростью, предотвращая короткие снимки в тонких участках.
-
Подходящий дизайн ребра и босса: Убедитесь, что ребра, боссы и другие функции разработаны с помощью правильных углах и филе, чтобы облегчить легкий пластиковый поток и предотвратить воздушные ловушки.
-
Минимизировать длину потока: Проектируйте часть, чтобы пластик не должен проходить чрезмерно большего расстояния от ворот, снижая риск преждевременного охлаждения.
-
-
Регулярное обслуживание машины: Хорошо удержанная машина-надежная машина. Регулярная проверка и обслуживание вашей машины для литья под давлением может предотвратить многие проблемы, которые приводят к коротким снимкам.
-
Чистые форсунки и бочки: Убедитесь, что нет закупорки или наращивания затвердевшего пластика, которые могли бы ограничить поток материала.
-
Проверьте полосы обогревателя и термопары: Убедитесь, что все нагревательные элементы функционируют правильно, чтобы убедиться, что пластик будет равномерно тает и достигает желаемой температуры.
-
-
Лучшие практики обработки материалов: Правильное хранилище материала и подготовка необходимы.
-
Правильная сушка: Всегда сухие гигроскопические материалы, рекомендованные поставщиком. Это, пожалуй, самый важный превентивный шаг для этих материалов.
-
Надлежащее хранение: Храните смолы в герметичных, контролируемых климатических средах для предотвращения поглощения и загрязнения влаги.
-
Тематические исследования
Примеры реального мира показывают, как на практике применяются принципы устранения неполадок. Эти тематические исследования подчеркивают важность систематического диагноза.
-
Тематическое исследование 1: Тонкостенная электронная оболочка
-
Проблема: Производитель производил тонкостенный корпус для устройства для потребительской электроники. Части последовательно выходили с коротким выстрелом в угловом отдалеке от ворот.
-
Диагноз: Первоначальные попытки увеличить давление и скорость вышли из строя, вызывая вспышку (избыток пластика) на других частях формы. Подробный анализ показал, что пластик слишком быстро охлаждался, поскольку он протекал через тонкий сечение.
-
Решение: Команда определила, что расплавлять температуру был слишком низким для тонкой геометрии детали. Они увеличили температуру ствола и форсунки на 20 ° F, что снизило вязкость пластика настолько, чтобы позволить ему заполнить всю полость, не требуя чрезмерного давления. Затем детали были произведены без дефектов.
-
-
Тематическое исследование 2: Multi-Cavity Cap
-
Проблема: Плесень с четырьмя одинаковыми полостями производила короткие снимки в одной или двух полостях, в то время как остальные заполнились идеально.
-
Диагноз: Поскольку короткие снимки были локализованы в определенных полостях, проблема не была связана с настройками машины или материалом. Это был Проблема дизайна плесени Полем Визуальный осмотр бегунов показал, что бегун, ведущий к короткометражным полостям, был немного длиннее и тоньше, чем другие, вызывая дисбаланс давления .
-
Решение: Плесень была отправлена в магазин инструментов, где бегуны были переосмыслены, чтобы иметь равномерную длину и диаметр. Этот Сбалансировал систему бегунов , гарантируя, что пластик течет с равным давлением ко всем четырем полостям, устраняя короткие снимки.
-
Продвинутые методы
Для производства больших объемов или сложных деталей более научный подход к диагностике и предотвращению коротких выстрелов может сэкономить огромное количество времени и денег.
-
Анализ потока плесени: Еще до того, как форма будет построена, Анализ потока плесени (MFА) Программное обеспечение может имитировать процесс литья впрыска. Он предсказывает, как расплавленный пластик заполнит полость, выявляя потенциальные проблемы, такие как короткие выстрелы, воздушные ловушки и линии сварки. Используя MFA, инженеры могут оптимизировать Места ворот , системы бегунов и частично толщину стенки, чтобы предотвратить дефекты до того, как какая -либо сталь будет разрезана.
-
Датчики и системы мониторинга: Современные инъекционные формовочные машины могут быть оснащены датчиками, которые обеспечивают данные в реальном времени о давлении, температуре и скорости. Датчики давления в особенно полезны; Они измеряют давление внутри полости и могут обнаружить короткий выстрел на долю секунды, что позволяет автоматически остановлена машина. Этот уровень мониторинга позволяет операторам вносить точные, управляемые данными корректировки и обеспечивает постоянное качество части.
Заключение
A короткий выстрел это больше, чем просто видимый дефект; Это четкий сигнал, что что -то в процессе литья, машины или конструкции плесени не синхронизирована. Хотя они являются общим разочарованием в производстве, они также являются решаемой проблемой. Систематически диагностируя основную причину - будь то проблема с материалом, настройками машины или самой плесенью - вы можете реализовать эффективные решения и вернуть производство на пути.
Ключ к долгосрочному успеху, однако, заключается в профилактика Полем Принимая такие принципы, как Дизайн для производства (DFM) и внедрение регулярного обслуживания и надлежащего обработки материалов, вы можете минимизировать риск коротких выстрелов еще до того, как они произойдут. И для сложных или крупных проектов, продвинутые инструменты, такие как Анализ потока плесени А датчики в виде предлагают мощный способ обеспечения качества и эффективности с самого начала. В конечном счете, понимание и рассмотрение коротких выстрелов-это не только исправление дефекта, но и оптимизацию всей вашей операции литья под давлением для последовательных, высококачественных результатов.

